
一、高多層 PCB 打樣:定義與行業核心價值
高多層 PCB 通常指層數在 8 層及以上的印制電路板,其打樣環節是產品研發階段的關鍵步驟 —— 通過小批量試產驗證設計方案可行性、工藝適配性與性能穩定性。不同于普通 PCB 打樣,高多層 PCB 打樣面臨層數疊加帶來的信號完整性、結構穩定性、工藝兼容性等多重挑戰,其質量直接決定研發周期、生產成本與最終產品競爭力。
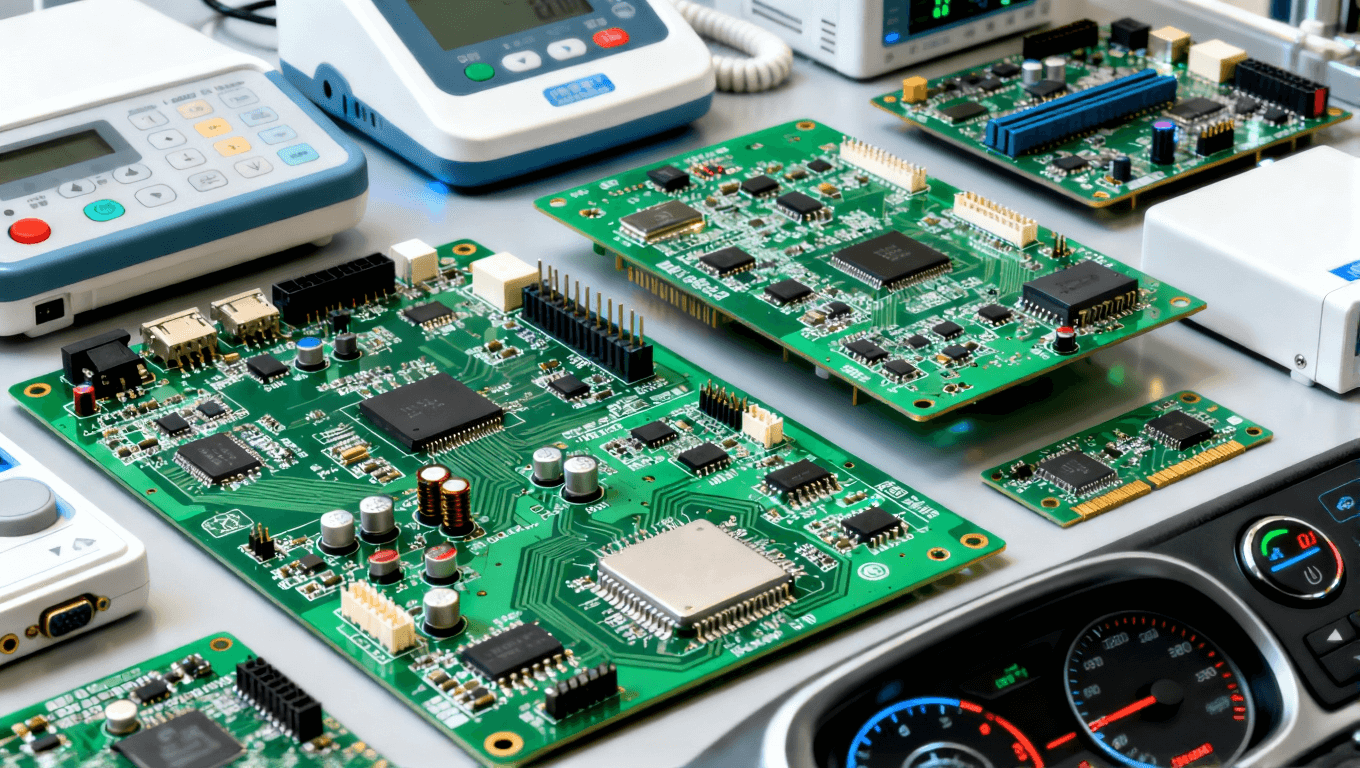
在電子制造行業,高多層 PCB 打樣的價值早已超越 “樣品驗證” 本身。對于工業控制設備,它是保障復雜指令精準傳輸的基礎;對于醫療電子器械,它是實現高精度傳感與數據處理的核心載體;對于新能源汽車,它是支撐車載系統高集成度、高可靠性運行的關鍵部件。尤其是在 5G、人工智能、物聯網等技術推動下,電子設備對 PCB 的密度、層數、性能要求持續提升,高多層 PCB 打樣的技術門檻與行業價值同步凸顯,成為企業搶占市場先機的重要環節。

二、高多層 PCB 打樣的關鍵技術要點
高多層PCB打樣的技術核心在于解決 “多層疊加” 帶來的一系列問題,從層間連接到信號傳輸,每一個環節的精準控制都直接影響樣品質量。
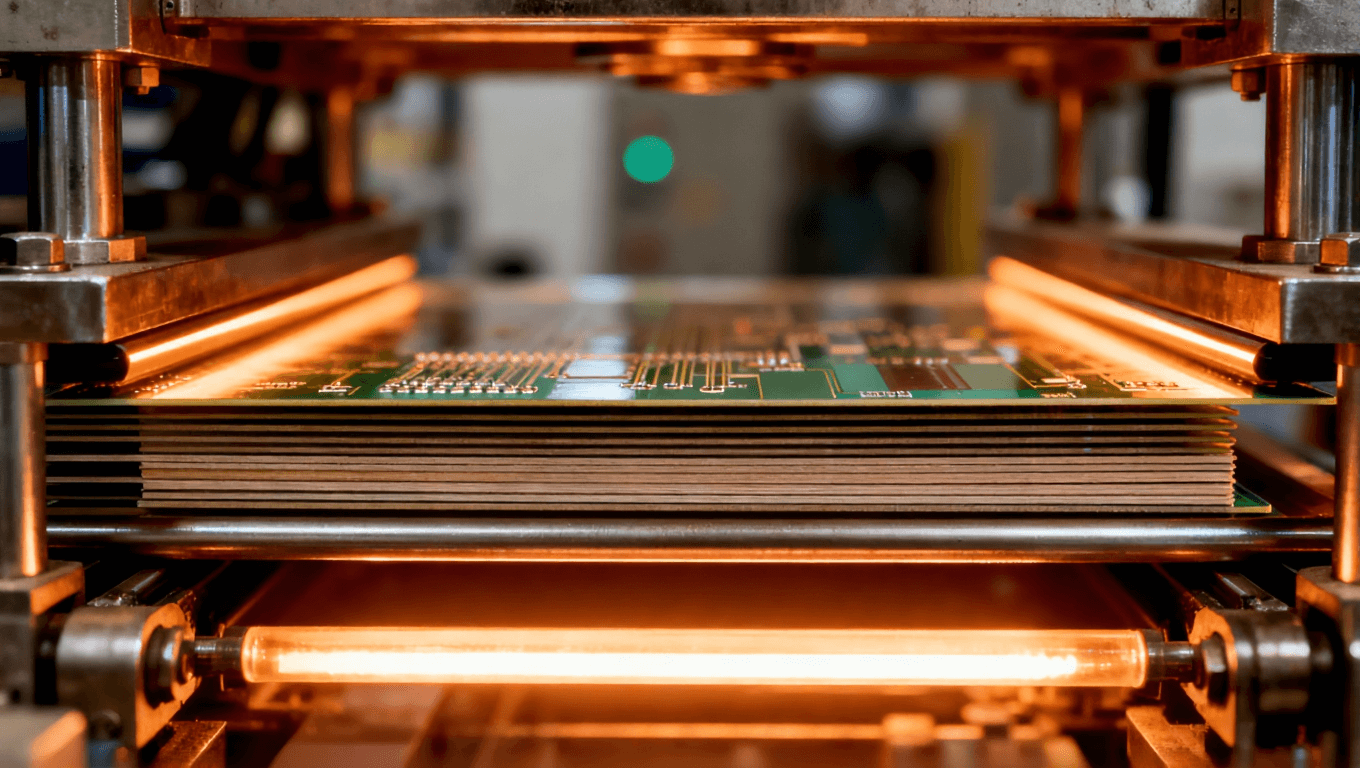
1. 層壓工藝:多層結構的 “無縫銜接”
層壓是高多層 PCB 打樣的核心工序,其核心目標是將多層芯板、半固化片(PP 片)精準壓合為一個整體,同時保證層間對齊精度與粘結強度。
? 對齊精度控制:高多層 PCB 層數多、厚度大,層間偏移誤差需控制在 ±0.1mm 以內,通常采用銷釘定位或光學定位技術,搭配高精度層壓機實現精準對齊,避免因偏移導致過孔連接失效。
? 壓力與溫度曲線優化:根據芯板材料(如 FR-4、高頻材料)與半固化片型號,定制專屬壓力 - 溫度曲線。升溫階段需緩慢均勻,避免芯板與 PP 片熱膨脹系數差異導致的分層;加壓階段需逐步提升壓力,確保層間無氣泡、無空洞,粘結強度達標。
? 厚度均勻性把控:通過控制芯板厚度公差、PP 片鋪層數量與壓力分布,保證壓合后 PCB 總厚度公差在 ±10% 以內,避免因厚度不均影響后續鉆孔、阻焊等工序。
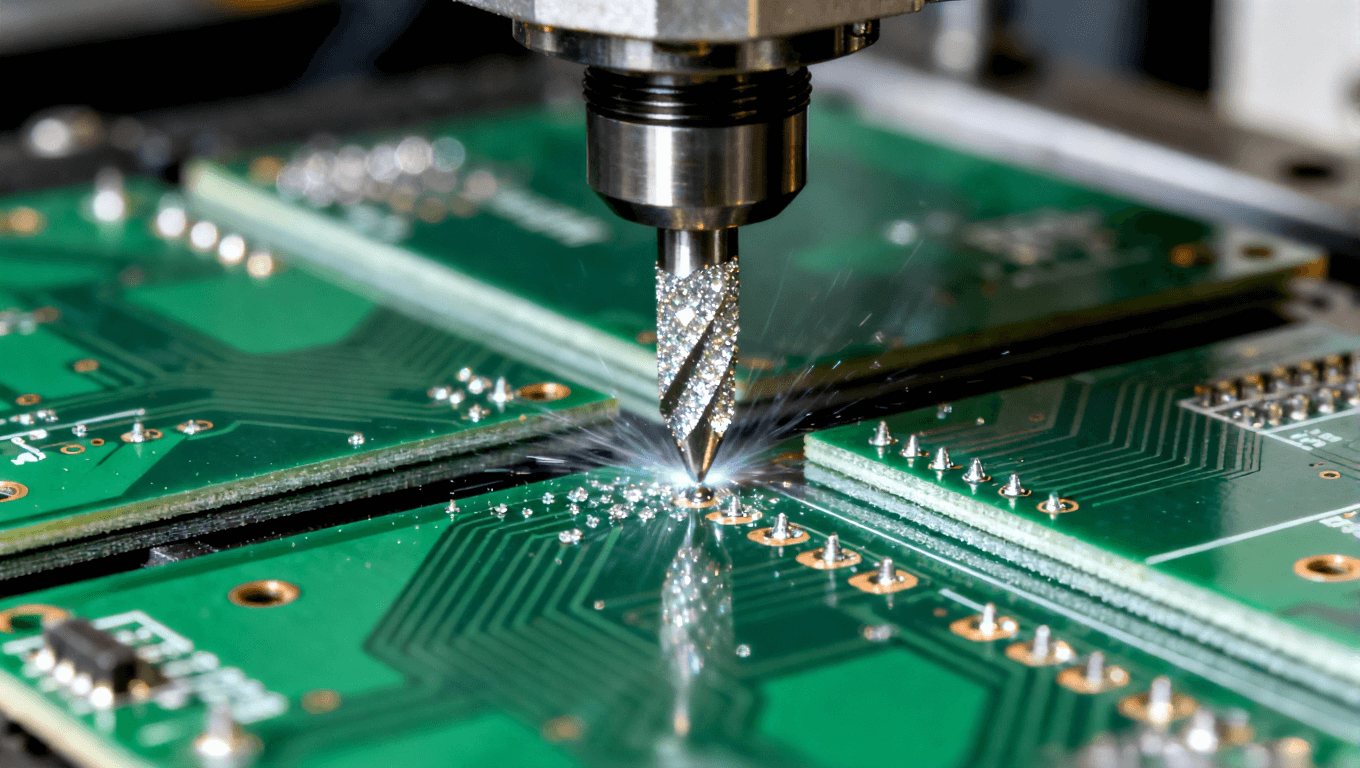
2. 鉆孔技術:多層導通的 “精準通道”
高多層 PCB 的過孔是實現層間信號與電源導通的關鍵,鉆孔質量直接影響電氣性能與機械可靠性,其技術難點集中在微小孔徑、深徑比控制與毛刺處理。
? 微小孔徑加工:工業級高多層 PCB 打樣常涉及 0.2mm 以下的微小過孔,需選用金剛石涂層鉆頭或 carbide 鉆頭,搭配高速鉆機(轉速≥10 萬轉 / 分鐘),同時控制進給速度,避免鉆頭折斷或孔壁粗糙。
? 深徑比控制:高多層 PCB 厚度大,過孔深徑比常達到 6:1 以上,需通過優化鉆頭幾何參數、采用分步鉆孔工藝,減少孔壁撕裂與銅層脫落風險,保證孔內電鍍均勻性。
? 毛刺清除:鉆孔后孔口易產生毛刺,需通過化學去毛刺或機械去毛刺工藝處理,尤其針對內層銅箔,避免毛刺導致層間短路,確保樣品電氣性能穩定。
3. 阻抗控制:信號傳輸的 “穩定保障”
高多層 PCB 多用于高頻、高速信號傳輸場景,阻抗不匹配會導致信號反射、衰減,影響設備正常工作,因此阻抗控制是打樣階段的核心技術要求。
? 阻抗計算與設計:根據產品需求(如 50Ω、100Ω 差分阻抗),結合 PCB 材料介電常數、銅箔厚度、線寬、線距等參數,通過專業阻抗計算軟件(如 Polar SI9000)進行精準設計,預留阻抗調整余量。
? 工藝參數把控:在蝕刻工序中,控制蝕刻液濃度、溫度與蝕刻時間,保證線寬公差在 ±0.03mm 以內,避免線寬偏差導致阻抗漂移;對于微帶線、帶狀線等不同布線結構,針對性調整層間介質厚度,確保阻抗值符合設計要求。
? 阻抗測試與校準:打樣完成后,采用阻抗測試儀對關鍵信號線路進行逐點測試,若阻抗偏差超出允許范圍,通過調整線寬或介質厚度進行校準,確保樣品滿足高頻信號傳輸需求。
三、高多層 PCB 打樣的全流程工藝把控
高多層 PCB 打樣是一個系統工程,從設計優化到交付檢測,每個環節都需建立嚴格的工藝標準,確保樣品質量穩定、可復制。
1. 設計階段:DFM 優化適配打樣工藝
面向制造的設計(DFM)是高多層 PCB 打樣成功的前提,通過設計優化減少工藝難度,降低試產風險。
? 布線優化:避免在高密度區域設置過長的平行走線,減少信號串擾;關鍵信號線路采用差分走線設計,提升抗干擾能力;預留足夠的測試點,方便后續電氣性能檢測。
? 過孔設計:合理選擇過孔類型(如盲孔、埋孔、通孔),盲孔與埋孔可減少信號傳輸路徑,降低損耗,同時減少 PCB 表面占用空間;過孔間距需大于 2 倍孔徑,避免鉆孔時相互影響。
? 熱設計考量:高多層 PCB 散熱難度大,設計時需預留散熱通孔或散熱銅皮,避免大功率器件區域因熱量積聚導致 PCB 變形或性能衰減。
2. 材料選型:匹配性能與工藝需求
材料選擇直接影響高多層 PCB 打樣的性能、成本與工藝兼容性,需根據產品應用場景精準選型。
? 基材選擇:普通工業級產品可選用標準 FR-4 基材(介電常數 4.2-4.6),高頻場景(如 5G 設備)需選用高頻基材(如 PTFE、羅杰斯系列,介電常數 2.2-3.0),醫療電子、汽車電子等高溫場景需選用耐高溫基材(玻璃化溫度 Tg≥170℃)。
? 銅箔選擇:內層銅箔常用 1oz(35μm)或 2oz(70μm),外層銅箔可根據電流需求選擇 1oz-3oz;高頻信號線路建議選用電解銅箔,提升信號傳輸穩定性。
? 半固化片選擇:根據芯板厚度與壓合要求,選擇合適型號的 PP 片(如 1080、2116),確保其流動度、凝膠時間與芯板適配,避免壓合時出現溢膠或粘結不牢。
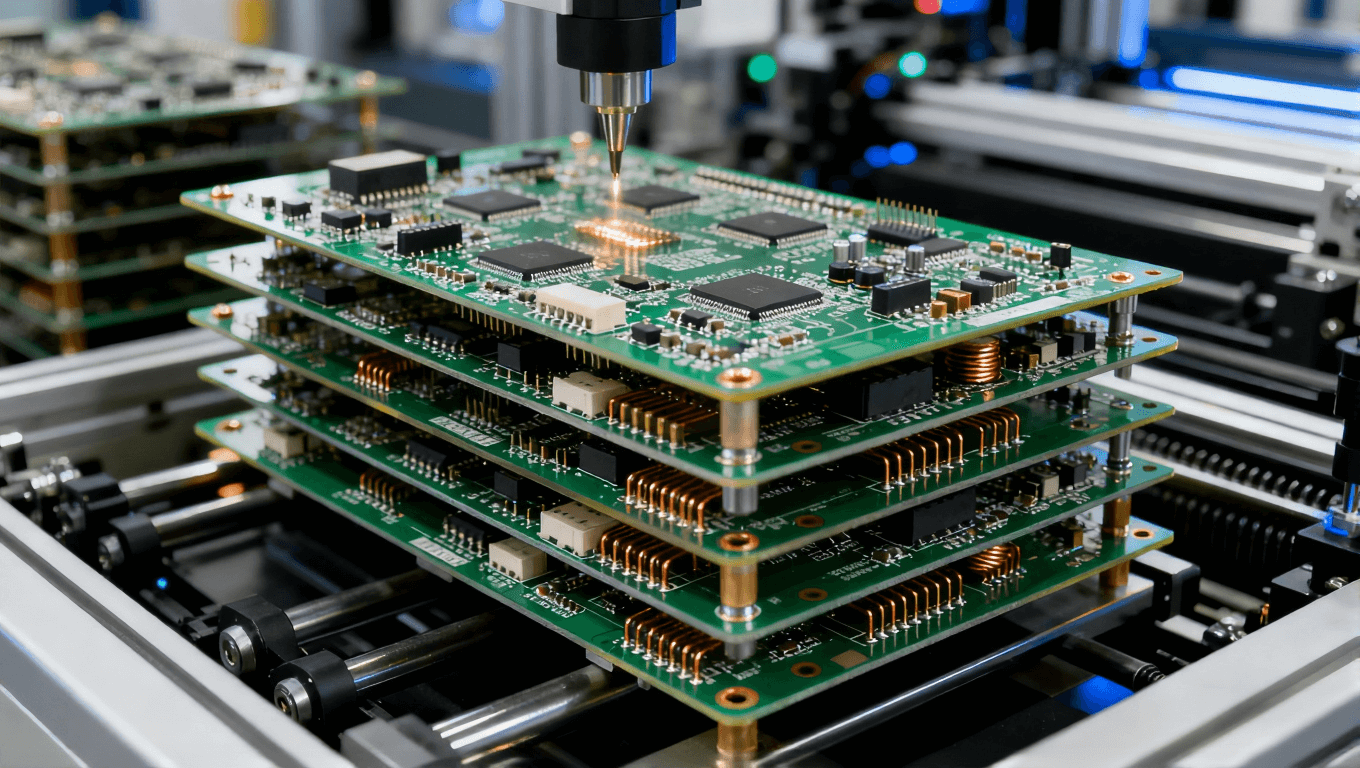
3. 生產階段:關鍵工序質量管控
高多層 PCB 打樣的生產過程需建立多道質量檢測節點,及時發現并解決工藝問題。
? 內層圖形轉移:采用高精度曝光機(曝光精度≤±0.02mm),確保內層線路圖形清晰、無變形;顯影后通過 AOI(自動光學檢測)設備檢測線路缺陷,如開路、短路、線寬偏差等,及時返修。
? 電鍍工藝:孔內電鍍采用垂直電鍍線,控制電流密度、電鍍時間與鍍液濃度,保證孔內銅層厚度均勻(通常≥20μm),避免出現孔壁鍍銅不足或空洞;表面處理可根據需求選擇噴錫、沉金、OSP 等工藝,提升焊接可靠性與抗氧化能力。
? 阻焊與絲印:阻焊油墨需選用耐高溫、耐化學腐蝕的型號,曝光時確保阻焊開窗精準,避免遮擋焊盤;絲印時控制油墨厚度,保證字符清晰、不易脫落,便于后續裝配與維修。
4. 檢測階段:全面驗證樣品質量
高多層 PCB 打樣完成后,需通過多維度檢測驗證其性能與可靠性,確保滿足設計要求。
? 電氣性能檢測:采用飛針測試機對所有網絡進行導通性與絕緣性測試,排查開路、短路等問題;通過阻抗測試儀驗證關鍵線路阻抗值,確保信號傳輸穩定。
? 物理性能檢測:檢測 PCB 厚度、線寬、孔徑等關鍵尺寸,驗證是否符合設計公差;通過熱沖擊測試(-40℃~125℃,循環 50 次)與濕熱測試,評估樣品環境適應性;采用 X 光檢測設備檢查層間對齊精度與過孔電鍍質量,避免分層、氣泡等隱性缺陷。
? 可靠性測試:對于汽車電子、醫療電子等高端應用場景,還需進行焊接可靠性測試、鹽霧測試等,確保樣品在惡劣環境下長期穩定工作。
四、高多層 PCB 打樣的行業應用場景與實戰案例
高多層 PCB 打樣的技術要求與工藝標準,需結合具體行業應用場景進行定制化調整,不同領域的產品對樣品性能的側重點存在顯著差異。
1. 工業控制領域:高穩定性與抗干擾性
工業控制設備(如 PLC、變頻器、伺服控制器)需在復雜工業環境中長期穩定運行,高多層 PCB 打樣需重點關注抗干擾性與機械可靠性。
? 實戰案例:某工業控制企業研發高精度變頻器,需 8 層 PCB 打樣。針對工業現場強電磁干擾問題,打樣時采用差分走線設計,內層設置接地屏蔽層;選用 Tg=180℃的耐高溫 FR-4 基材,提升環境適應性;通過優化層壓工藝,將層間對齊精度控制在 ±0.08mm 以內,確保過孔導通穩定。樣品經測試,電磁兼容性(EMC)達標,在 - 20℃~85℃環境下連續運行 72 小時無故障,成功通過研發驗證。
2. 醫療電子領域:高精度與生物兼容性
醫療電子器械(如心電圖機、超聲診斷儀、血糖儀)對信號檢測精度與安全性要求極高,高多層 PCB 打樣需兼顧電氣性能與生物兼容性。
? 實戰案例:某醫療設備公司研發便攜式超聲診斷儀,需 12 層 PCB 打樣。為實現高精度超聲信號處理,選用高頻 FR-4 基材(介電常數 4.3),優化阻抗控制工藝,將差分阻抗偏差控制在 ±5% 以內;表面處理采用沉金工藝,提升焊接可靠性與生物兼容性;打樣過程中嚴格控制 PCB 翹曲度(≤0.5%),避免影響設備內部裝配精度。樣品經臨床測試,信號檢測精度達到 0.1mV,滿足醫療設備行業標準,順利進入量產階段。
3. 汽車電子領域:高耐溫與抗震性
車載電子設備(如車載導航、自動駕駛控制器、電池管理系統 BMS)需承受高溫、振動等惡劣環境,高多層 PCB 打樣需重點強化可靠性與耐久性。
? 實戰案例:某新能源汽車企業研發自動駕駛控制器,需 16 層 PCB 打樣。針對車載環境高溫特性,選用 Tg=200℃的高耐熱基材,搭配無鹵阻燃 PP 片,提升防火安全性;采用盲埋孔設計,減少 PCB 體積與重量,同時提升信號傳輸速度;打樣后通過振動測試(10Hz~2000Hz,加速度 20g)與長時間高溫老化測試(125℃,連續 1000 小時),樣品無分層、無短路,滿足車載電子可靠性標準,成功應用于原型車測試。
4. 消費電子領域:高集成度與小型化
消費電子設備(如高端智能手機、平板電腦、VR 設備)追求小型化、輕薄化與高集成度,高多層 PCB 打樣需重點關注高密度布線與空間利用率。
? 實戰案例:某消費電子企業研發高端 VR 頭顯,需 10 層 PCB 打樣。為實現高集成度設計,采用微過孔(孔徑 0.15mm)與高密度布線(線寬 / 線距 = 0.1mm/0.1mm);選用薄型 FR-4 基材(芯板厚度 0.1mm),搭配 1080 型薄 PP 片,將 PCB 總厚度控制在 1.2mm 以內;通過 DFM 優化,避免布線交叉干擾,提升信號傳輸效率。樣品經測試,信號延遲≤5ns,滿足 VR 設備高速數據處理需求,成功適配產品輕薄化設計。

五、高多層 PCB 打樣的選型誤區與避坑指南
在高多層 PCB 打樣過程中,企業常因選型不當、工藝認知不足等問題導致研發周期延長、成本增加,以下是常見誤區與規避方法。
1. 誤區一:盲目追求高層數,忽視實際需求
部分企業認為層數越多,PCB 性能越好,盲目選擇 16 層、20 層等高層數打樣,導致成本大幅增加,且工藝難度提升。
? 避坑指南:根據產品功能需求與信號復雜度確定層數,通過合理的布線優化與層疊設計,在滿足性能要求的前提下,盡量減少層數。例如,10 層 PCB 可實現的功能,無需盲目選擇 12 層,避免資源浪費。
2. 誤區二:忽視 DFM 優化,導致打樣失敗
部分企業在設計階段未考慮打樣工藝可行性,導致 PCB 設計文件與生產工藝不匹配,出現無法加工或樣品性能不達標等問題。
? 避坑指南:打樣前與 PCB 廠家工程師溝通,進行 DFM 優化。重點關注線寬、孔徑、過孔間距等關鍵參數是否符合工藝能力,避免設計出超出生產極限的結構;提前明確基材、表面處理等工藝要求,確保設計方案與生產能力匹配。
3. 誤區三:只關注價格,忽視廠家技術實力
部分企業選擇 PCB 打樣廠家時,僅以價格為核心考量因素,忽視廠家的技術實力、工藝水平與質量管控能力。
? 避坑指南:選擇具備高多層 PCB 打樣經驗的廠家,重點考察其設備水平(如高精度鉆機、層壓機、檢測設備)、技術團隊與行業案例;要求廠家提供樣品檢測報告,驗證其工藝穩定性;優先選擇可提供定制化服務的廠家,確保能夠根據產品需求調整工藝方案。
4. 誤區四:材料選型不當,影響樣品性能
部分企業在材料選型時,未結合產品應用場景,盲目選擇高端材料或低價材料,導致樣品性能不達標或成本過高。
? 避坑指南:根據產品應用環境(溫度、濕度、電磁干擾)與性能要求,精準選擇基材、銅箔、半固化片等材料。例如,普通消費電子可選用標準 FR-4 基材,高頻場景需選用專用高頻基材;避免為降低成本選擇低質量材料,同時也無需過度追求高端材料,實現性能與成本的平衡。
六、高多層 PCB 打樣的技術趨勢與未來展望
隨著電子技術的持續迭代,高多層 PCB 打樣正朝著高密度、高頻化、綠色化、智能化方向發展,技術創新與工藝升級成為行業核心競爭力。
1. 高密度化:微過孔與埋盲孔技術普及
為滿足電子設備小型化、高集成度需求,高多層 PCB 打樣將廣泛采用微過孔(孔徑≤0.1mm)與埋盲孔技術,減少 PCB 體積與重量,提升布線密度。同時,HDI(高密度互連)技術的應用將進一步提升信號傳輸速度與穩定性,成為高端產品打樣的主流選擇。
2. 高頻化:高頻材料與工藝優化
5G、人工智能等技術的發展,推動電子設備信號頻率持續提升,高多層 PCB 打樣需適配高頻信號傳輸需求。未來,高頻基材(如 PTFE、液晶聚合物 LCP)的應用將更加廣泛,阻抗控制工藝將更加精準,通過優化布線結構與材料組合,降低信號衰減與串擾。
3. 綠色化:環保材料與工藝推廣
在全球環保政策趨嚴的背景下,高多層 PCB 打樣將逐步采用無鹵、低鉛、環保型材料,推廣節能減排的生產工藝(如無鉛電鍍、水性阻焊油墨)。同時,PCB 廠家將加強廢棄物回收利用,降低生產過程對環境的影響,實現綠色制造。
4. 智能化:數字化與自動化升級
高多層 PCB 打樣將引入更多智能化技術,如數字化設計與仿真軟件的普及,可提前預判工藝風險;自動化生產設備(如全自動層壓機、智能檢測設備)的應用,將提升生產效率與產品一致性;大數據與物聯網技術的融合,可實現打樣全流程的實時監控與質量追溯,進一步保障樣品質量。
結語
高多層 PCB 打樣是電子產品研發的關鍵環節,其技術核心在于精準把控層壓、鉆孔、阻抗控制等關鍵工序,工藝重點在于結合行業應用場景進行定制化設計與全流程質量管控。隨著電子技術的不斷發展,高多層 PCB 打樣的技術門檻將持續提升,企業需選擇具備技術實力與行業經驗的高多層板打樣廠家,通過科學的選型、優化的設計與嚴格的檢測,確保樣品質量達標,為產品量產奠定堅實基礎。了解更多詳情歡迎聯系愛彼電路技術團隊