
指尖大小的 PCB 板上,那些細(xì)如發(fā)絲的綠色線條 —— 阻焊橋,是確保電子心臟穩(wěn)定跳動的無名英雄。然而,當(dāng)這些微小的屏障出現(xiàn)脫落時(shí),帶來的可能是整批產(chǎn)品的失效與巨額損失。阻焊橋脫落并非無解之謎,它是一系列設(shè)計(jì)、材料與工藝因素交織作用的結(jié)果。本文將像一位經(jīng)驗(yàn)豐富的工程師,帶您深入生產(chǎn)一線,系統(tǒng)性地拆解這一頑疾,并提供一套切實(shí)可行的根治方案。
阻焊橋:微小身軀,肩負(fù)重任
在深入探討問題之前,我們首先要理解阻焊橋的核心價(jià)值。它并非 PCB 上無足輕重的裝飾,而是精密電路的保護(hù)神。阻焊橋,專業(yè)術(shù)語稱為 “阻焊壩”,是印刷電路板上位于相鄰焊盤之間的阻焊層形成的絕緣隔離帶。
它的核心使命有三:
1. 防止橋接短路:在回流焊過程中,熔融的焊料具有流動性。阻焊橋的存在能有效阻擋焊料在間距極小的焊盤間肆意流動,避免相鄰引腳因焊料連接而短路,這是其最關(guān)鍵的職責(zé)。
2. 保護(hù)線路:阻焊層覆蓋了除焊盤以外的銅線路,使其與空氣、水分和污染物隔離,防止氧化和腐蝕,確保電路長期運(yùn)行的可靠性。
3. 提供絕緣:為元器件提供良好的電氣絕緣屏障,尤其是在高電壓或高頻應(yīng)用中至關(guān)重要。
隨著電子產(chǎn)品向輕薄短小發(fā)展,IC 芯片的引腳間距從 1.0 毫米不斷縮小至 0.4 毫米、0.3 毫米甚至更小。這意味著留給阻焊橋的物理空間被極度壓縮,其寬度通常需要被精確控制在 0.05 毫米到 0.1 毫米(2-4 mil)的微觀尺度上。正是在這種極限挑戰(zhàn)下,阻焊橋的完整性變得異常脆弱,任何環(huán)節(jié)的微小偏差都可能導(dǎo)致脫落失效。
阻焊橋?yàn)楹?/span> “站不穩(wěn)”?—— 深度剖析脫落五大根源
阻焊橋脫落不是單一因素所致,而是設(shè)計(jì)、材料、工藝鏈環(huán)環(huán)相扣的 “系統(tǒng)性故障”。以下是導(dǎo)致其脫落的五大核心原因:
根源一:設(shè)計(jì)階段的 “先天不足”
設(shè)計(jì)是質(zhì)量的源頭。許多脫落問題在圖紙階段就已埋下伏筆。
? 阻焊橋?qū)挾仍O(shè)計(jì)過窄:這是最常見的設(shè)計(jì)失誤。當(dāng)工程師為了追求極致的布線密度,將焊盤間距設(shè)計(jì)得過于極限,卻沒有充分考慮 PCB 工廠的工藝加工能力。例如,對于綠色阻焊油墨,在 1 盎司銅厚的板上,可靠的阻焊橋最小寬度通常需≥0.1mm(4mil)。若使用紅色、黃色、黑色等顏色更深的油墨,因其遮光性更強(qiáng),對紫外光的穿透有影響,所需的最小寬度可能更大。忽視這些規(guī)則,直接導(dǎo)致阻焊橋 “先天羸弱”。
? 焊盤與阻焊層數(shù)據(jù)不匹配:在設(shè)計(jì)文件中,如果阻焊層開窗的尺寸相對于焊盤尺寸沒有合理的縮進(jìn)(通常單邊應(yīng)縮進(jìn) 1-2mil),或者因使用傳統(tǒng)曝光機(jī)而對位公差預(yù)留過大,都會實(shí)際壓縮阻焊橋的有效寬度,使其在后續(xù)工藝中不堪一擊。
根源二:油墨材料的 “選型錯(cuò)誤”
阻焊油墨并非萬能,不同的應(yīng)用場景需要選擇不同特性的油墨。
? 附著力不足:普通阻焊油墨在不同類型的 PCB 基材(如 FR-4、高頻材料、柔性基材)上的附著力差異顯著。若未針對基材特性選擇合適的油墨型號,附著力本底值就低,脫落風(fēng)險(xiǎn)自然增高。
? 耐化學(xué)性不佳:PCB 板需要經(jīng)歷沉金、沉錫、OSP(防氧化)等多種表面處理工藝。這些工藝槽液通常具有酸性或堿性。例如,沉錫液的 pH 值極低(強(qiáng)酸性),如果選用的油墨耐酸性不達(dá)標(biāo),阻焊橋在槽液中就會被腐蝕,輕則表面粗糙,重則完全脫落。
根源三:印刷與預(yù)烘的 “基礎(chǔ)不牢”
? 油墨厚度不均或過厚:阻焊油墨通過絲網(wǎng)印刷或涂布方式施加到板面。如果控制不當(dāng),導(dǎo)致局部油墨過厚,在曝光時(shí),紫外光無法完全穿透油墨底層,造成底層油墨固化不充分(聚合反應(yīng)不完全)。在后續(xù)的顯影工序中,這些未完全固化的部分容易被碳酸鈉溶液沖刷掉,形成 “側(cè)蝕”,使得阻焊橋根部被掏空,附著力大幅下降。
? 預(yù)烘不當(dāng):預(yù)烘的目的是蒸發(fā)掉油墨中的部分溶劑,使其達(dá)到適合曝光的半固化狀態(tài)。預(yù)烘溫度不足或時(shí)間過短,油墨內(nèi)部溶劑殘留過多,曝光時(shí)會影響光引發(fā)劑的效率;預(yù)烘過度,則油墨表面過度硬化,同樣會影響深層固化效果。
根源四:曝光與顯影的 “精準(zhǔn)失控”
這是阻焊橋成型最關(guān)鍵的微雕環(huán)節(jié)。
? 曝光能量不準(zhǔn):曝光能量是決定油墨固化度的核心參數(shù)。能量不足,油墨交聯(lián)反應(yīng)不充分,固化強(qiáng)度不夠;能量過高,則可能導(dǎo)致油墨脆化或分辨率下降,細(xì)微的阻焊橋形狀失真。使用 21 格曝光尺(Stouffer Scale)進(jìn)行能量校準(zhǔn)和監(jiān)控是行業(yè)標(biāo)準(zhǔn)做法。
? 顯影參數(shù)過激:顯影的目的是將未曝光的油墨區(qū)域用弱堿液溶解掉,留下已固化的阻焊圖形。顯影液濃度過高、溫度過高、噴淋壓力過大或顯影時(shí)間過長,都會對已經(jīng)成型的、微小的阻焊橋造成過度攻擊和沖刷,直接導(dǎo)致其斷裂或脫落。
根源五:后固化與表面處理的 “后天沖擊”
? 后烘不充分:后烘(或稱熱固化)是使阻焊油墨完成徹底交聯(lián)反應(yīng),達(dá)到最終機(jī)械強(qiáng)度和化學(xué)穩(wěn)定性的關(guān)鍵步驟。后烘的溫度 - 時(shí)間曲線若未按油墨供應(yīng)商的規(guī)范執(zhí)行,會導(dǎo)致阻焊橋最終硬度、附著力、耐化性不達(dá)標(biāo)。
? 表面處理的化學(xué)與熱應(yīng)力:如前所述,沉金、沉錫等化學(xué)處理過程是對阻焊橋的嚴(yán)峻考驗(yàn)。此外,后續(xù)組裝過程中的多次回流焊熱循環(huán),也會對阻焊橋產(chǎn)生熱應(yīng)力,如果其韌性不足,就可能發(fā)生脆性斷裂。
構(gòu)建堅(jiān)固防線:阻焊橋脫落系統(tǒng)性解決方案
解決阻焊橋脫落問題,必須采取 “預(yù)防為主,防治結(jié)合” 的系統(tǒng)工程思維。
第一道防線:優(yōu)化 DFM(可制造性設(shè)計(jì))
與 PCB 制造商在設(shè)計(jì)階段進(jìn)行早期溝通至關(guān)重要。利用制造商的工藝能力數(shù)據(jù)來反向約束設(shè)計(jì):
? 明確最小阻焊橋?qū)挾鹊墓に嚱缦?/span>:根據(jù)所選油墨顏色、銅厚和表面處理工藝,與制造商確認(rèn)可靠的最小阻焊橋?qū)挾龋⒃谠O(shè)計(jì)中嚴(yán)格遵守。
? 采用 LDI(激光直接成像)技術(shù):LDI 無需使用物理底片,直接通過激光掃描成像,對位精度極高(±1mil 以內(nèi)),可以實(shí)現(xiàn) 1:1 的阻焊開窗,避免了傳統(tǒng)曝光因?qū)ξ黄疃鴫嚎s阻焊橋?qū)挾鹊膯栴},特別適用于高密度板。
第二道防線:精確控制核心工藝參數(shù)
? 油墨厚度控制:通過優(yōu)化絲網(wǎng)目數(shù)、刮刀壓力和速度,將固化后的阻焊層厚度控制在 20-30μm 的理想范圍。使用厚度測量儀進(jìn)行 SPC(統(tǒng)計(jì)過程控制)監(jiān)控。
? 曝光能量管理:定期使用 21 格光楔片校準(zhǔn)曝光機(jī),確保能量處于油墨供應(yīng)商推薦的窗口內(nèi)(例如,使尺上第 9-11 格完全固化)。對于厚油墨或深色油墨,需適當(dāng)提高能量。
? 顯影工藝精細(xì)化:嚴(yán)格控制顯影液的濃度、溫度和噴淋壓力。對于精細(xì)線路板,可考慮降低顯影速度、采用更柔和的噴淋方式,以減少對阻焊橋的機(jī)械沖擊。
? 強(qiáng)化后烘工藝:確保烘箱溫度均勻性,嚴(yán)格執(zhí)行后烘的溫度和時(shí)間參數(shù),并通過百格測試等方法來驗(yàn)證最終的附著力是否達(dá)標(biāo)。
第三道防線:針對性應(yīng)對高風(fēng)險(xiǎn)工序
? 對于沉錫等強(qiáng)酸性表面處理:優(yōu)先選擇 “耐酸性” 等級更高的專用阻焊油墨。在流程上,務(wù)必確保先完成阻焊橋的制作與固化,再進(jìn)行沉錫處理,并嚴(yán)格控制沉錫液的溫度和浸泡時(shí)間。
? 對于厚銅板:因銅箔較厚,圖形轉(zhuǎn)移后 “臺階效應(yīng)” 更明顯,不利于油墨覆蓋。可考慮增加一道樹脂塞孔或選用高填隙能力的油墨,以確保阻焊橋位置的油墨均勻覆蓋,避免因厚度不均帶來的固化問題。
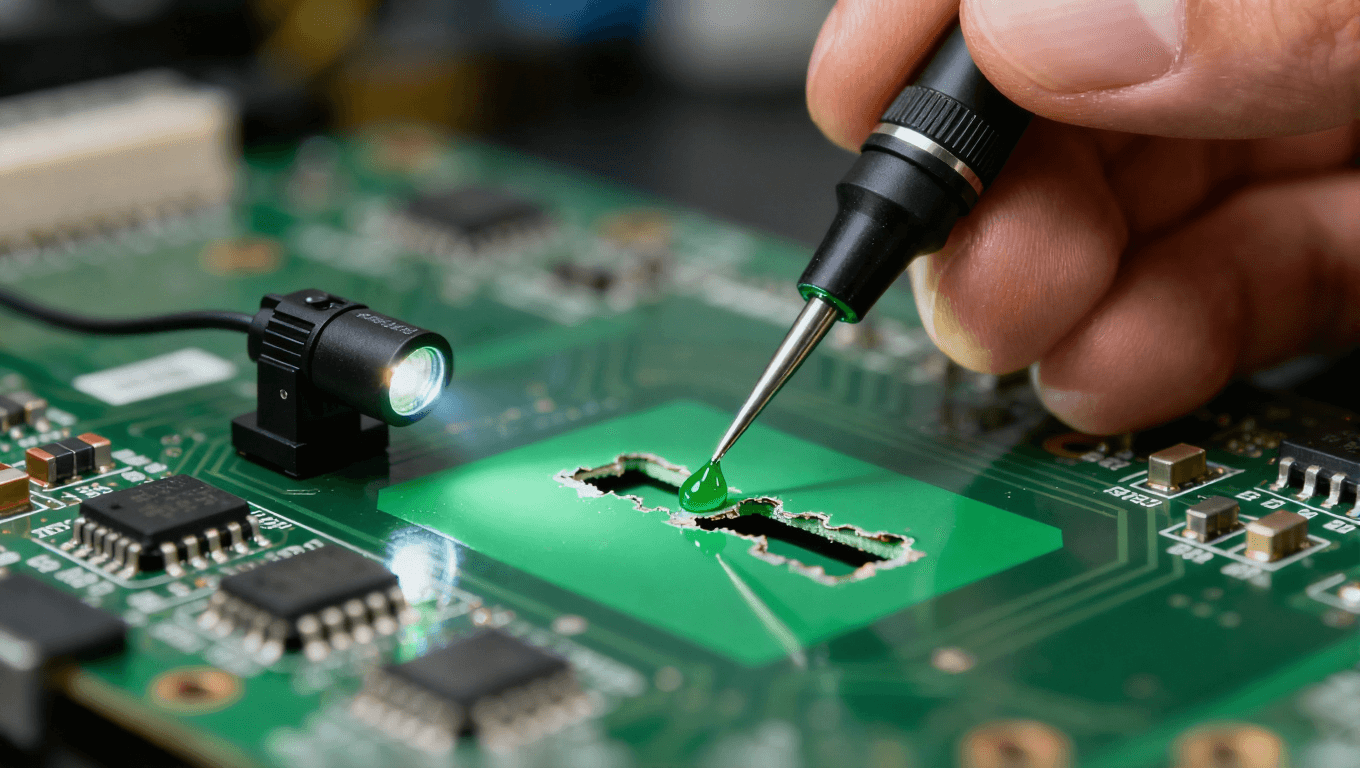
挽救措施:阻焊橋脫落后的修復(fù)工藝
對于已出現(xiàn)局部脫落的珍貴樣板或小批量板,可嘗試修復(fù):
1. 局部清理:使用精細(xì)工具輕輕刮除脫落區(qū)域的殘留油墨和污染物。
2. 表面活化:用專用清潔劑或極細(xì)的研磨膏輕微清理基材表面,以增強(qiáng)附著力。
3. 點(diǎn)涂阻焊油墨:使用針頭或精細(xì)筆刷,蘸取與原板同型號或兼容的阻焊油墨,精準(zhǔn)涂覆在缺損的阻焊橋位置。
4. 局部固化:采用小型 UV 點(diǎn)光源照射設(shè)備進(jìn)行局部曝光,隨后進(jìn)行局部的熱固化處理。修復(fù)后需嚴(yán)格檢驗(yàn)其絕緣性和附著力。
結(jié)語
阻焊橋脫落是一個(gè)典型的 “細(xì)節(jié)決定成敗” 的工藝挑戰(zhàn)。戰(zhàn)勝它,不能依靠運(yùn)氣或單個(gè)環(huán)節(jié)的修補(bǔ),而是需要建立從設(shè)計(jì)評審、材料認(rèn)證、工藝參數(shù)監(jiān)控到最終檢驗(yàn)的全流程質(zhì)量管控體系。通過深入理解脫落機(jī)理,精準(zhǔn)控制每一個(gè)關(guān)鍵參數(shù),并積極引入 LDI等先進(jìn)工藝,我們完全可以將阻焊橋的脫落率降至接近零的水平,為高密度、高可靠性的電子產(chǎn)品奠定堅(jiān)實(shí)的基礎(chǔ)。記住,穩(wěn)固的阻焊橋,是通往高質(zhì)量 PCB 的堅(jiān)實(shí)橋梁。