
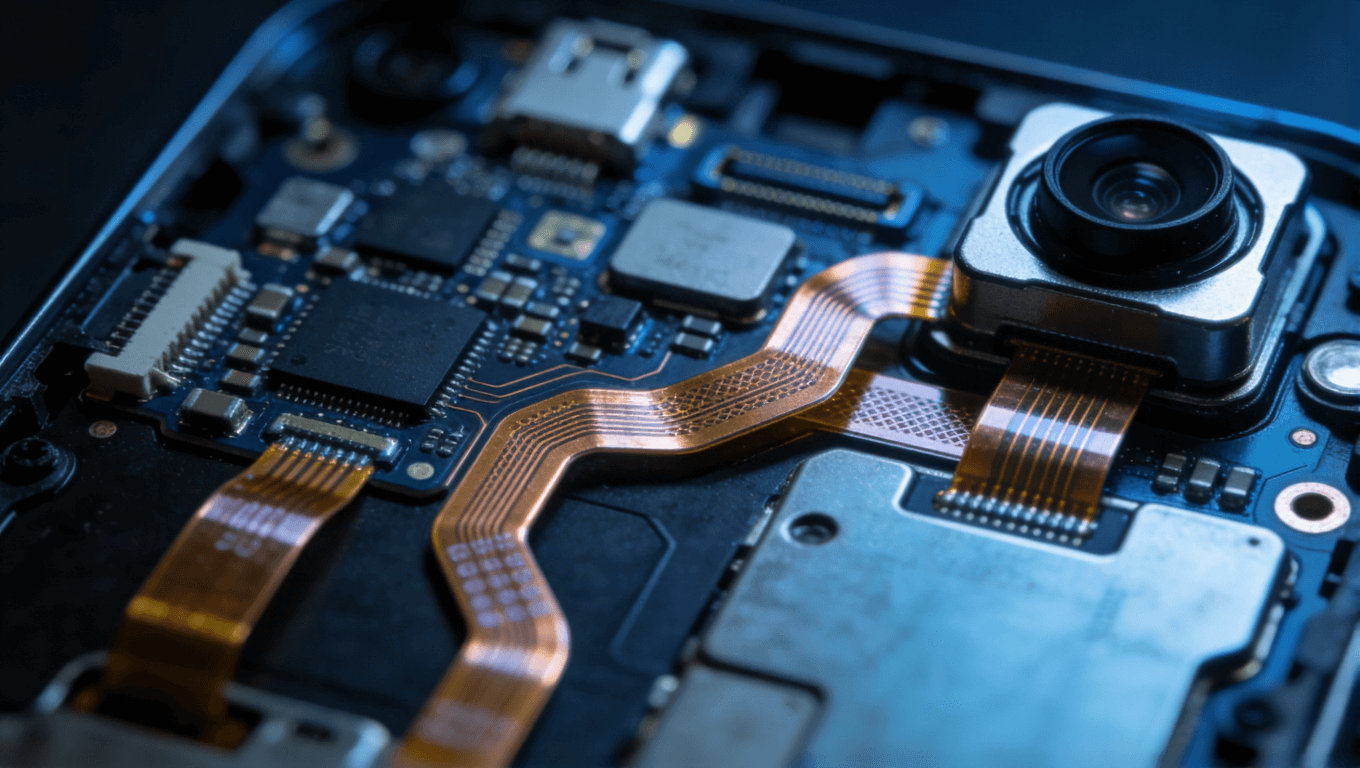
電子產品正向輕薄化、可彎曲形態深度演進,FPC(柔性線路板)已穩居智能手機、可穿戴設備及汽車電子等領域的核心組件地位。其輕薄柔韌、可自由彎折的核心優勢,使其能完美契合空間緊湊的設備布局需求,發揮著不可替代的關鍵作用。但在實際生產與終端應用中,FPC 常面臨彎折區域斷裂的棘手問題 —— 這一隱患不僅引發批量返修的額外成本,更可能觸發產品召回風險。值得注意的是,FPC 斷裂并非由單一因素造成,而是結構設計、材料選型、貼合工藝等多維度因素交織作用的結果。
柔性板斷裂的深層原因探究
FPC斷裂的根本原因涉及多個層面,包括材料疲勞、設計缺陷、工藝不當以及環境因素等。理解這些原因對于制定有效的預防措施至關重要。
材料特性與銅箔疲勞
傳統的銅箔多采用壓延銅(RA),雖然其柔軟性較好,但仍具有疲勞壽命。當FPC在低溫環境下進行反復彎折時,基材(如普通PI)可能因疲勞而開裂。例如,某車載FPC在-30℃環境下彎折3萬次后基材開裂,而更換為低溫改性PI后,彎折壽命提升至12萬次。銅箔與PI層之間的間隙也可能導致銅箔因缺乏足夠支撐而在受力后斷裂。此外,銅箔的厚度也直接影響其彎折能力,銅箔越薄,承受彎折的能力越弱。屏蔽層如果采用整面實銅,其高硬度會增加在搖擺過程中斷裂的可能性。如果屏蔽層是另外貼合在軟板上,而非緊密的整體,在搖擺時可能會偏離原定彎折方向,導致應力集中而斷裂。
結構設計中的風險點
不合理的結構設計是FPC斷裂的常見原因之一。走線方向若垂直于彎折方向,會顯著增加斷裂風險。這是因為FPC彎折時,平行于軸線的線路只會彎曲而不拉伸,而垂直于軸線的線路會反復拉伸和壓縮,每次彎折的拉伸率可達5%-10%,容易導致銅箔疲勞斷裂。例如,某可穿戴設備FPC最初有3條線路垂直于彎折軸線,彎折5萬次后全部斷裂。當彎折區域線路過窄(小于0.15mm)時,不僅電流密度可能過高導致銅箔發熱老化,還容易造成應力集中,降低抗彎折能力。FPC的彎折半徑也需滿足一定要求,通常建議彎折半徑應大于等于板厚乘以6到10倍。特別是多層FPC結構,需要更大的彎折半徑。在覆蓋膜(Coverlay)方面,如果厚度不均或壓合翹邊,會形成裂紋起始點。在插拔金手指端等覆蓋膜或補強板與導體裸露區域的交接處,應力集中也容易在組裝過程中導致線路斷裂。FPC外形轉角處同樣是應力集中區域,在組裝過程中易發生撕裂。此外,彎折區域如果進行大面積覆銅,會增加基材剛性,導致彎折時基材與銅箔剝離或銅箔開裂。
組裝工藝對柔性板可靠性的影響
組裝工藝不當也是FPC斷裂的關鍵因素。在貼合過程中,如果夾具定位偏差大或壓合不均勻,極易產生應力集中點。對于需要折彎的FPC,未預熱到軟化溫度就進行定型操作,可能導致彎折一致性和壽命下降。人工折彎誤操作、組裝應力反傳至彎折區等,也都會影響FPC的可靠性。工廠在真空包裝FPC板子時,如果板子尚熱,收縮的塑料可能會導致板子被壓彎變形。
FPC柔性板彎折斷裂的預防與優化策略
為了有效預防FPC彎折斷裂,需要從設計、材料和工藝三個方面進行系統優化。
設計優化:從源頭降低風險
精確的設計是FPC可靠性的基石。
? 走線方向與蛇形走線:彎折區域的走線應與彎折方向保持一定角度(30°~45°)或采用蛇形走線。蛇形走線通過彎曲結構吸收拉伸應力,即使在需要垂直布線的情況下,也能有效提升彎折壽命。例如,某可穿戴設備FPC改為平行布線后,彎折壽命提升至15萬次。某醫療傳感器FPC采用蛇形垂直布線,彎折壽命達到8萬次,比直線垂直布線提升5倍。
? 彎折半徑與緩沖空區:FPC彎折半徑應不小于板厚乘以6到10倍。對于多層FPC,需要更大的彎折半徑。在反復彎折區域,建議設計緩沖空區,以降低銅箔的應力集中。
? 銅箔寬度與補強:彎折區域線路銅箔寬度應大于等于0.2mm,以避免電流密度過高和應力集中。如果空間受限,最小寬度不應低于0.15mm,但需降低電流(小于等于0.5A),并在銅箔兩側增加0.1mm寬的補強銅條,間距0.1mm。案例顯示,某無線耳機FPC將線路寬度從0.12mm加寬至0.2mm后,彎折壽命從3萬次提升至10萬次。
? 線路間距與防短路:彎折區域線路間距應大于等于0.2mm,以防止彎折時因基材變形導致相鄰線路短路。如果線路承載高壓(大于等于50V),間距需大于等于0.3mm,以避免擊穿。某車載FPC通過調整線路間距至0.2mm,成功避免了短路問題。
? 線路密度與應力釋放:彎折區域線路密度應控制在每毫米1條線路以下,并每2條線路間預留0.3mm以上的“空白區域”(僅基材無銅箔),作為應力釋放通道。某智能手環FPC通過降低線路密度,彎折斷裂率從50%降至5%。
? 避免彎折區域覆銅:彎折區域應僅保留必要的線路,避免大面積覆銅。若需局部增強,可貼柔性補強片(如厚度為25μm的PI補強片),而非覆銅。某折疊屏FPC在去除覆銅并貼上25μm PI補強片后,彎折壽命從3萬次提升至10萬次。
? 避開基材拼接處:線路應與基材拼接處保持大于等于1mm的距離。若無法避開,需在拼接處線路兩側增加直徑0.5mm的“錨定銅箔”,間距0.5mm,以增強基材與銅箔的結合力。
? 圓弧布線與元件數量:彎折區域的線路應采用“圓弧布線”(半徑大于等于0.5mm),避免直角線路產生的應力集中。同時,應減少彎折區域的元件數量,僅保留必要的測試點,以降低彎折時的元件脫落風險。
材料選擇:提升柔韌性與耐疲勞性
合適的材料選擇是FPC耐彎折性能的關鍵。
? 低溫改性PI:對于在低溫環境下工作的FPC,可選擇低溫改性PI作為基材,以提升其在極端環境下的彎折壽命。
? PI補強:在智能手機的顯示器模組中,FPC需要頻繁彎曲和拉伸,使用PI補強能有效防止FPC出現折痕和斷裂,提高穩定性和使用壽命。
? 銅箔類型:壓延銅雖然柔軟,但仍有疲勞壽命。如果采用更薄的銅箔,其承受彎折的能力會減弱。對于屏蔽層,可以將整面實銅改為網格銅,以降低硬度。使用印刷或涂布導體的制作方法,或貼合專用于軟板電磁屏蔽的導電布,也能有效避免屏蔽層斷裂。
? 防撕裂線:設計防撕裂線可以增加軟板的韌性,提高其抗撕裂能力。
工藝優化:精細化制造與組裝
精良的工藝是保障FPC可靠性的重要環節。
? 壓合工藝:FPC的“基材-膠層-銅箔”壓合是基礎,結合力不足(小于0.8N/mm)會導致彎折時銅箔從基材剝離。應改進Coverlay壓合參數,消除空鼓現象。
? 貼合與壓合控制:在貼合過程中,建議使用彈性治具或多級壓合控制系統,并引入貼合壓力監控,避免應力集中。
? 預熱定型:對需要折彎的FPC,應預熱到軟化溫度后進行定型,以提升彎折一致性和壽命。可以采用溫控加壓平臺和定制折彎治具來穩定工藝參數。
? 引入“預彎區”與“過渡曲面”:在FPC設計中引入“預彎區”和“過渡曲面”設計,可以避免人工折彎時的誤操作。
? 接插件區域支撐:在接插件區域使用緩沖膠條或結構限位板,可以避免組裝應力反傳至彎折區。
? 避免過度彎折:FPC雖然強調可彎折性,但過度彎折(如180°死折)仍會導致斷線。安裝時應避免超出設計彎曲半徑。
? 保護油墨印刷區域:大部分油墨型保護層不耐彎折,因此FPC表面上的保護油墨印刷區域(如文字、標記、防焊)在組裝過程中應避免超過90°的彎折。
? 避免彎折裸露導體和導通孔:FPC導體裸露部分(如化金/鍍金)不適合用于彎折動作。同樣,不應在FPC導通孔上直接進行彎折,以免產生可靠度隱患。
? 激光切割:利用激光能量進行FPC外形切割,可以實現非接觸式加工,對材料無損傷,切割質量高,無應力影響,并減少廢料和人工成本。
行業應用案例與解決方案
FPC斷裂問題在實際應用中廣泛存在,通過專業的分析和優化,可以顯著提升產品的可靠性。
智能手機攝像頭排線案例
某客戶的智能手機攝像頭排線在老化測試中頻繁斷裂。經過分析發現,原始設計中排線彎折區的走線為直線且半徑小于0.8mm,PI覆蓋膜存在翹邊,導致銅箔在應力集中點疲勞開裂,并且組裝治具未對彎折進行定型控制。針對這些問題,采取了以下改進措施:
1. 將走線改為45°斜向蛇形走線,并將半徑調整至1.6mm。
2. 改進Coverlay壓合參數,消除空鼓現象。
3. 引入定制折彎平臺,穩定工藝參數。
最終,改進后的FPC通過了20,000次反復彎折測試,斷裂率降低至0.02%。
車載FPC彎折失效案例
在車載FPC的應用中,也存在類似的彎折失效問題。某車載FPC在-30℃環境下彎折3萬次后,普通PI基材開裂。通過更換為儲能模量更低的低溫改性PI(儲能模量3.0GPa),FPC在-30℃環境下的彎折壽命提升至12萬次。這表明材料的性能,特別是其在特定環境下的力學特性,對FPC的可靠性有著決定性的影響。
可穿戴設備FPC失效案例
某可穿戴設備FPC初期有3條線路垂直于彎折軸線,導致彎折5萬次后全部斷裂。在調整為平行布線后,該FPC在彎折15萬次后線路無異常,體現了線路方向設計的重要性。
結語
FPC的可靠性是結構設計、材料選型和貼合工藝等多因子綜合作用的結果。為了確保FPC在反復彎折場景下的長期可靠性,建議在產品初期就引入專業的FPC設計與驗證機構。通過實施上述多方面的預防措施和優化策略,可以顯著降低FPC彎折斷裂的風險,提升產品質量,避免高昂的返修和召回成本。