
一、陶瓷板與電鍍填銅工藝的關聯價值
陶瓷材料憑借優異的絕緣性、耐高溫性、耐腐蝕性及低膨脹系數,已成為電子、新能源、航空航天等關鍵行業的重要支撐材料。但其非金屬特性帶來了天然短板 —— 導電能力弱、信號傳輸困難、結構連接性差,這些問題嚴重制約了高端陶瓷部件的產業化落地。而陶瓷板電鍍填銅工藝恰好解決了這一核心矛盾:通過在陶瓷板表面或特定孔道內電鍍并填充銅層,既能完整保留陶瓷材料的固有優勢,又能賦予其良好的導電性與金屬連接性能,成為推動高端陶瓷部件從實驗室走向實際應用的關鍵技術之一。
二、陶瓷板電鍍填銅工藝的技術原理
要理解陶瓷板電鍍填銅工藝,需先明確其核心邏輯:利用電化學原理,在經過特殊預處理的陶瓷板表面形成金屬銅層,并通過精準控制工藝參數,實現對陶瓷板表面凹陷或孔道的銅層填充,最終達到 “陶瓷基底 + 銅導電層” 的復合結構效果。
(一)電鍍填銅的基本電化學原理
電鍍填銅本質是 “電解沉積” 過程,核心體系由鍍液、陽極、陰極(待處理陶瓷板) 三部分構成:
1. 鍍液體系:主流為酸性硫酸銅鍍液,含硫酸銅(提供 Cu2?離子源)、硫酸(調節 pH 值、提高鍍液導電性)、添加劑(如整平劑、光亮劑、抑制劑,控制銅層沉積速率與形貌);
2. 電極反應:當電路接通時,陽極(通常為可溶性銅陽極)發生氧化反應:Cu - 2e? = Cu2?,補充鍍液中的 Cu2?;陰極(陶瓷板)發生還原反應:Cu2? + 2e? = Cu,Cu 原子在陶瓷板表面沉積形成銅層;
3. 填銅關鍵邏輯:通過添加劑的協同作用(如抑制劑抑制表面銅層過快生長,整平劑引導銅層向凹陷 / 孔道內優先沉積),實現 “孔內填銅速率高于表面銅層生長速率”,最終達成無空隙的填銅效果。
(二)陶瓷板的特殊性與預處理必要性
陶瓷材料(如氧化鋁、氮化鋁陶瓷)表面呈化學惰性,且與金屬銅的熱膨脹系數差異較大(陶瓷約 4-8×10??/℃,銅約 16.5×10??/℃),若直接電鍍,銅層易出現結合力差、脫落等問題。因此,陶瓷板預處理是工藝成功的核心前提,其目的是在陶瓷表面構建 “過渡層”,提升與銅層的結合性能,具體原理包括:
? 去除陶瓷表面油污、雜質,避免影響鍍液穩定性與銅層附著;
? 通過粗化處理(化學或物理方式)增加陶瓷表面粗糙度,擴大與銅層的接觸面積;
? 活化處理(如鈀鹽活化)在陶瓷表面形成催化位點,為后續金屬銅沉積提供 “錨點”。
三、陶瓷板電鍍填銅工藝的核心流程
陶瓷板電鍍填銅工藝需經過 “前處理→電鍍填銅→后處理” 三大階段,每個階段包含多個關鍵步驟,且需嚴格控制參數,確保最終產品質量。
(一)前處理:奠定鍍銅基礎的關鍵環節
前處理直接決定銅層與陶瓷板的結合力,是工藝中最易被忽視卻至關重要的步驟,具體流程如下:
1. 脫脂清洗
? 目的:去除陶瓷板表面在加工、儲存過程中附著的油污(如切削液、防銹油)、灰塵及有機雜質;
? 工藝方式:采用堿性清洗劑(如氫氧化鈉、碳酸鈉混合溶液)浸泡,配合超聲波清洗(頻率 28-40kHz),溫度控制在 50-60℃,時間 15-20 分鐘;
? 注意事項:清洗后需用去離子水多次漂洗,避免清洗劑殘留,否則會導致后續鍍液污染、銅層出現針孔。
1. 粗化處理
? 目的:打破陶瓷表面的惰性層,形成微觀粗糙結構(表面粗糙度 Ra 控制在 0.2-0.5μm),增強銅層與陶瓷的機械結合力;
? 工藝方式:根據陶瓷類型選擇不同方案 —— 氧化鋁陶瓷常用 “氫氟酸 + 硝酸混合溶液” 化學粗化(濃度分別為 10%-15%、5%-8%),溫度 25-30℃,時間 5-8 分鐘;氮化鋁陶瓷因耐腐蝕性更強,需采用 “噴砂 + 化學粗化” 復合方式(噴砂介質為氧化鋁砂,粒度 80-120 目,壓力 0.3-0.5MPa);
? 質量判斷:粗化后陶瓷表面呈均勻啞光狀態,無局部亮斑或腐蝕痕跡。
1. 活化處理
? 目的:在陶瓷粗化表面形成一層均勻的催化金屬層(通常為鈀),為后續化學鍍銅(或直接電鍍)提供反應位點;
? 工藝方式:采用膠體鈀活化液(鈀濃度 0.5-1.0g/L,鹽酸濃度 100-150mL/L)浸泡,溫度 30-35℃,時間 8-12 分鐘;活化后需用去離子水漂洗,再進行 “解膠處理”(用 5%-10% 的硫酸溶液浸泡 3-5 分鐘),去除鈀顆粒表面的吸附層,激活催化活性;
? 關鍵參數:膠體鈀活化液需定期檢測鈀濃度,若濃度低于 0.3g/L,需及時補充,否則會導致活化不充分,銅層無法沉積。
1. 預鍍銅(可選步驟)
? 目的:對于表面要求較高或孔道較深(深度>1mm)的陶瓷板,先通過化學鍍銅形成一層薄銅層(厚度 0.5-1μm),作為后續電鍍填銅的 “基底”,避免直接電鍍導致的銅層不均;
? 工藝方式:化學鍍銅液(硫酸銅 5-8g/L,甲醛 10-15mL/L,氫氧化鈉 15-20g/L),溫度 25-30℃,時間 10-15 分鐘;
? 作用:預鍍銅層可增強后續電鍍銅的附著力,同時減少鍍液對陶瓷表面的直接腐蝕。
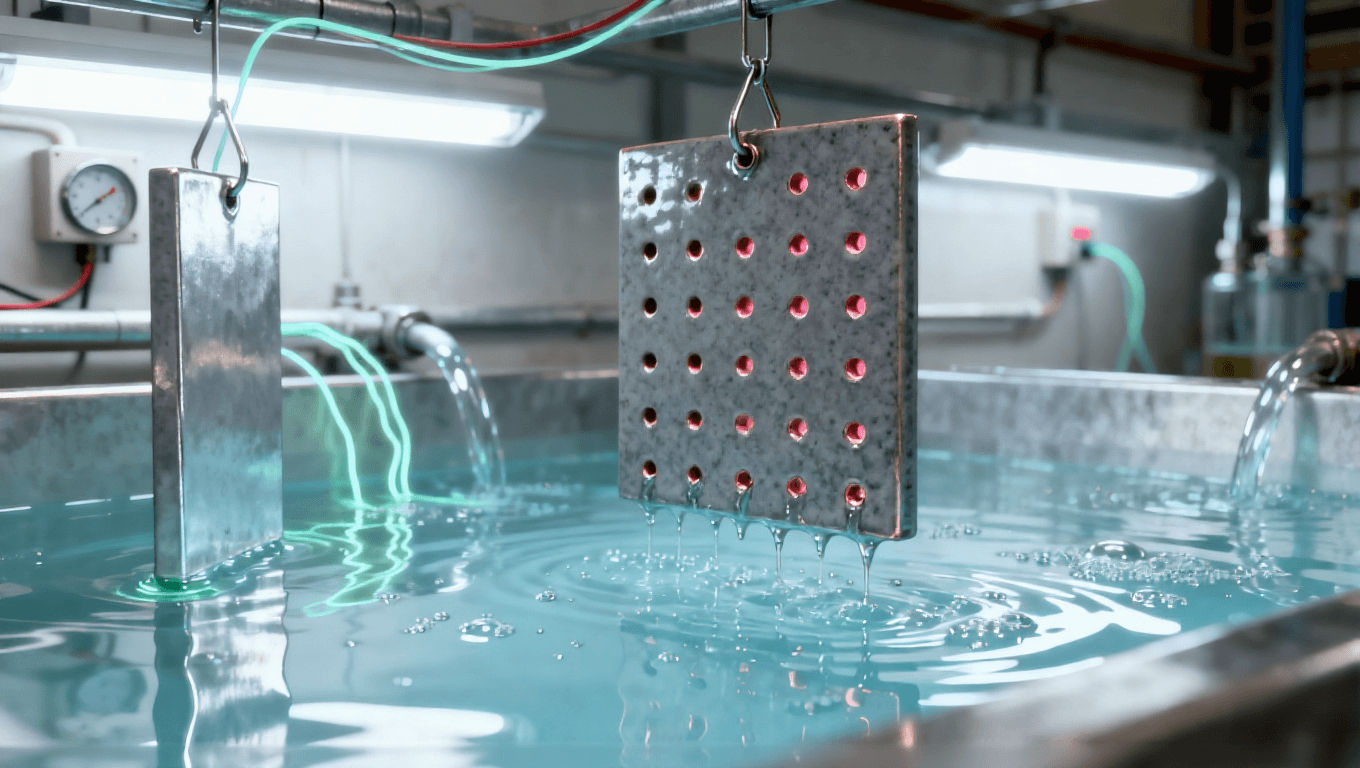
(二)電鍍填銅:核心工藝參數控制
電鍍填銅是實現 “陶瓷板導電與結構連接” 的核心步驟,需精準控制鍍液成分、溫度、電流密度等參數,確保填銅飽滿、無空隙。
1. 鍍液配制與維護
? 基礎配方(酸性硫酸銅體系):硫酸銅 200-220g/L,硫酸 50-60mL/L,氯離子 50-80mg/L,整平劑(如聚二硫二丙烷磺酸鈉)0.05-0.1g/L,光亮劑(如 2 - 巰基苯并咪唑)0.01-0.02g/L,抑制劑(如聚乙二醇)2-5g/L;
? 配制要點:先將硫酸溶解于去離子水,冷卻后加入硫酸銅攪拌至完全溶解,再依次加入氯離子、抑制劑、整平劑、光亮劑,每加入一種添加劑需充分攪拌,避免局部濃度過高;
? 日常維護:每天檢測鍍液的 Cu2?濃度、硫酸濃度及 pH 值(pH 控制在 0.8-1.2),若 Cu2?濃度低于 180g/L,需補充硫酸銅;每周過濾鍍液(采用 5μm 濾芯),去除雜質顆粒,避免銅層出現毛刺。
1. 電鍍填銅工藝參數設定
? 溫度:控制在 22-25℃,溫度過高會加速添加劑分解,導致銅層光亮性下降;溫度過低則會降低 Cu2?擴散速率,導致填銅速率減慢、孔內出現空隙;
? 電流密度:采用 “分段電流” 模式 —— 初始階段(0-30 分鐘)電流密度 1-1.5A/dm2,促進孔內優先填銅;中期階段(30-90 分鐘)電流密度 2-2.5A/dm2,加快填銅速率;后期階段(90-120 分鐘)電流密度 1-1.2A/dm2,平整表面銅層;
? 攪拌方式:采用 “空氣攪拌 + 陰極移動” 復合方式,空氣攪拌速率 0.5-1m/s(避免氣泡附著在陶瓷表面導致針孔),陰極移動速率 10-15 次 / 分鐘(促進鍍液對流,提升 Cu2?供應效率);
? 電鍍時間:根據填銅厚度要求調整,通常填銅厚度 50-100μm 時,總時間 120-180 分鐘,需通過金相顯微鏡觀察孔內填銅情況,確保無空隙。
1. 不同陶瓷部件的填銅差異處理
? 表面平面填銅:重點控制銅層平整度(表面粗糙度 Ra≤0.1μm),可適當增加整平劑用量;
? 盲孔填銅(孔徑 0.1-0.5mm,深徑比 1:1-2:1):需提高抑制劑濃度(至 5-8g/L),抑制表面銅層過快生長,同時降低陰極移動速率(至 5-8 次 / 分鐘),確保孔內鍍液充分交換;
? 通孔填銅(孔徑 0.5-1mm):可采用 “脈沖電鍍” 模式(脈沖頻率 500-1000Hz,占空比 50%-60%),提升 Cu2?在孔內的沉積效率,減少孔壁與孔中心的銅層厚度差。
(三)后處理:保障產品性能與穩定性
后處理的核心目的是去除殘留鍍液、優化銅層性能,并檢測產品質量,具體流程如下:
1. 清洗與烘干
? 清洗:電鍍后立即將陶瓷板放入去離子水中漂洗 3-5 分鐘,再用 5%-8% 的稀硫酸溶液浸泡 2-3 分鐘(去除銅層表面的氧化膜),最后用去離子水再次漂洗至 pH 中性;
? 烘干:采用熱風烘干(溫度 60-80℃,風速 1-2m/s),時間 15-20 分鐘,避免高溫導致陶瓷與銅層因熱膨脹差異產生應力。
1. 銅層后處理(可選)
? 拋光處理:若對銅層表面光潔度要求較高(如電子器件接觸面),可采用機械拋光(拋光輪粒度 800-1200 目,壓力 0.1-0.2MPa),使表面粗糙度 Ra≤0.05μm;
? 鈍化處理:為提升銅層耐腐蝕性,可采用鉻酸鹽鈍化(鉻酐 5-10g/L,硫酸 1-2mL/L)浸泡 5-8 分鐘,形成一層鈍化膜,鹽霧測試(中性)可達到 24 小時無銹蝕。
1. 質量檢測
? 外觀檢測:通過目視或顯微鏡(放大倍數 10-20 倍)觀察,銅層應均勻、光亮,無針孔、裂紋、脫落等缺陷;
? 結合力檢測:采用 “劃格法”(劃格間距 1mm,劃格深度至陶瓷基底),用 3M 膠帶粘貼后快速剝離,銅層無脫落為合格;對于高要求產品,需進行拉力測試(結合力≥5MPa);
? 填銅質量檢測:采用金相切片法,將陶瓷板沿填銅孔道截面切開,經打磨、腐蝕后,用顯微鏡觀察孔內填銅情況,無空隙、無縮孔為合格;
? 導電性檢測:用四探針測試儀檢測銅層電阻率,應≤1.7×10??Ω?m(接近純銅導電性)。
四、陶瓷板電鍍填銅工藝的行業應用場景
憑借 “陶瓷的耐溫耐蝕 + 銅的導電導熱” 復合優勢,該工藝已在多個高端行業實現規模化應用,以下為典型場景:
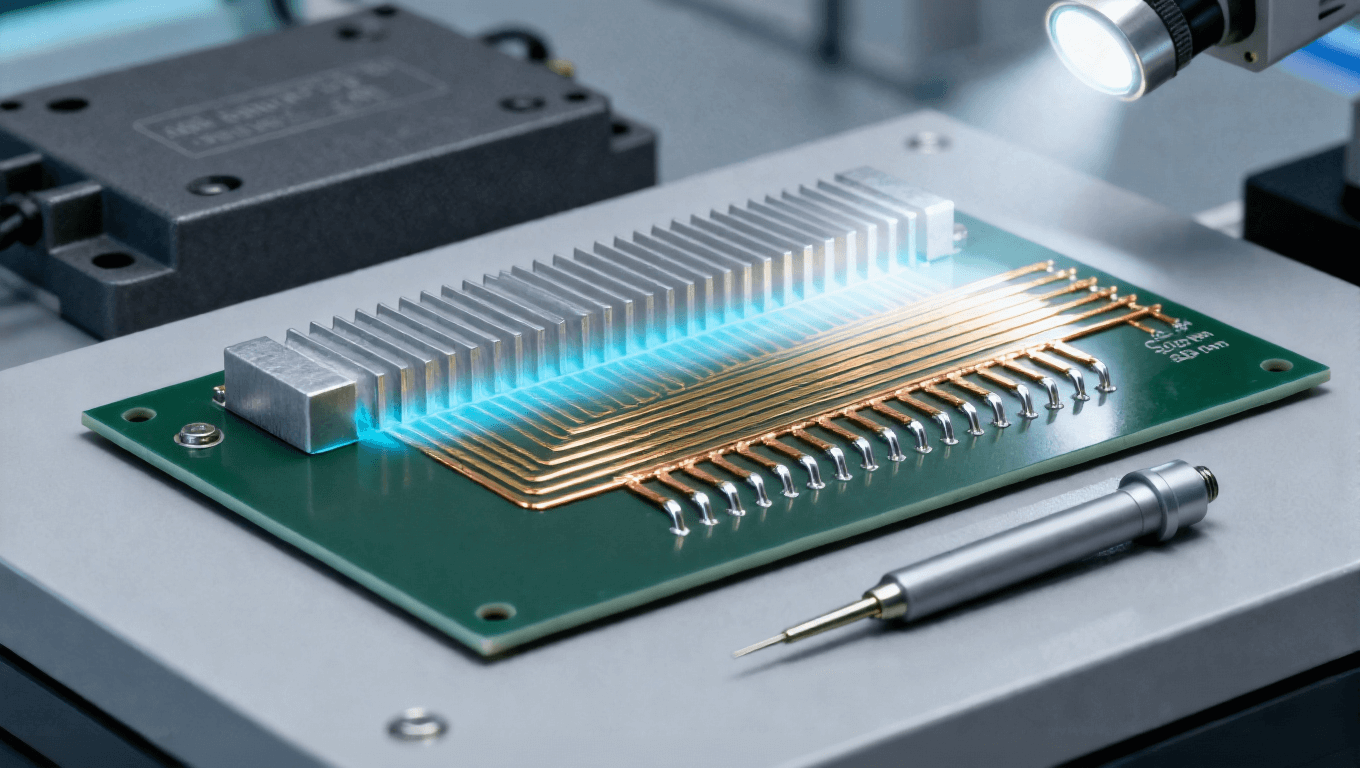
(一)電子行業:陶瓷基板的線路互聯
在功率電子領域(如 LED 驅動、新能源汽車 IGBT 模塊),氮化鋁陶瓷基板因導熱系數高(170-230W/m?K)、絕緣性好,成為核心散熱部件。但陶瓷基板需實現 “芯片 - 基板 - 散熱器” 的導電與散熱連接,此時陶瓷板電鍍填銅工藝發揮關鍵作用:
? 應用方式:在氮化鋁陶瓷基板表面電鍍填銅,形成電路線路(線寬 0.2-0.5mm,銅層厚度 50-80μm),并在基板邊緣制作銅引腳,實現與芯片、散熱器的焊接;
? 核心優勢:銅層與陶瓷基板的結合力強(≥6MPa),可承受 IGBT 模塊工作時的高溫(125-150℃)與溫度循環(-40℃至 150℃),避免線路脫落;同時銅層的高導電性(電阻率≤1.8×10??Ω?m)可降低線路損耗,提升模塊效率。
(二)新能源行業:燃料電池陶瓷雙極板
氫燃料電池的雙極板需同時滿足 “導電、耐蝕、輕量化” 要求,傳統金屬雙極板(如不銹鋼)存在耐腐蝕性差(易被燃料電池生成的水腐蝕)、重量大的問題,而陶瓷雙極板(如碳化硅陶瓷)雖耐蝕性優異,但導電性不足 —— 陶瓷板電鍍填銅工藝可解決這一矛盾:
? 應用方式:在碳化硅陶瓷雙極板表面電鍍填銅層(厚度 80-100μm),并在流道區域保留陶瓷本色(確保耐蝕性),僅在導電接觸區域覆蓋銅層;
? 實際效果:銅層可將陶瓷雙極板的體積電阻率從 10?Ω?cm 降至 1×10??Ω?cm 以下,滿足燃料電池導電需求;同時陶瓷基底的耐蝕性使雙極板使用壽命從金屬的 3000 小時提升至 10000 小時以上,且重量降低 30%。
(三)航空航天行業:高精度陶瓷結構件連接
航空航天領域的陶瓷結構件(如衛星天線的陶瓷支架、發動機的陶瓷耐熱部件)需實現 “輕量化與高強度連接”,傳統焊接方式易導致陶瓷開裂,而陶瓷板電鍍填銅工藝可實現 “無應力連接”:
? 應用場景:在氧化鋁陶瓷支架的連接孔內電鍍填銅(孔徑 0.8-1.2mm,深徑比 3:1),形成銅質螺紋孔,再與金屬螺栓配合,實現與其他部件的連接;
? 技術優勢:填銅孔的銅層均勻性誤差≤5%,可確保螺紋配合精度(符合 GB/T 197-2003 6H 級精度);同時銅層的延展性(伸長率≥20%)可緩沖陶瓷與金屬螺栓之間的熱應力,避免陶瓷在高低溫循環(-60℃至 200℃)中開裂。
五、陶瓷板電鍍填銅工藝的常見問題與解決方案
在實際生產中,受工藝參數、材料特性等因素影響,陶瓷板電鍍填銅可能出現多種問題,以下為典型問題及針對性解決方案:
(一)銅層結合力差,出現脫落
? 常見原因:①前處理不徹底(陶瓷表面殘留油污或雜質);②活化液濃度不足或活化時間過短,催化位點不足;③預鍍銅層過薄(<0.3μm),無法形成有效過渡;
? 解決方案:①優化脫脂清洗流程,增加超聲波清洗時間至 25 分鐘,清洗后用酒精擦拭陶瓷表面,無油污殘留為合格;②定期檢測活化液鈀濃度,確保在 0.5-1.0g/L,活化時間延長至 15 分鐘;③預鍍銅層厚度控制在 0.8-1μm,化學鍍銅后用顯微鏡觀察,確保無漏鍍區域。
(二)孔內填銅不飽滿,出現空隙
? 常見原因:①鍍液中抑制劑用量不足,表面銅層生長過快,堵塞孔口;②電流密度過高(>3A/dm2),導致孔內 Cu2?供應不足;③鍍液攪拌不充分,孔內鍍液無法及時更新;
? 解決方案:①增加抑制劑(聚乙二醇)用量至 6-8g/L,同時降低整平劑用量至 0.03-0.05g/L;②采用 “低電流起步” 模式,初始電流密度降至 0.8A/dm2,30 分鐘后再逐步提升至 2A/dm2;③優化攪拌方式,在鍍槽底部增加導流板,提升孔內鍍液對流效率。
(三)銅層表面出現針孔或毛刺
? 常見原因:①鍍液中雜質顆粒過多(>10μm),附著在陶瓷表面導致針孔;②陽極溶解不均勻,產生銅粉掉入鍍液;③鍍液溫度過高(>28℃),添加劑分解產生絮狀物;
? 解決方案:①每日用 5μm 濾芯過濾鍍液,每周進行一次深度過濾(采用 1μm 濾芯);②選用高純度電解銅陽極(純度≥99.95%),并在陽極外包裹陽極袋(孔徑 5μm),防止銅粉脫落;③將鍍液溫度嚴格控制在 22-25℃,配備冷水機,實時監控溫度,避免溫度波動超過 ±2℃。
(四)銅層導電性差,電阻率偏高
? 常見原因:①鍍液中光亮劑用量過多(>0.03g/L),導致銅層晶粒細化過度;②電鍍后未進行鈍化處理,銅層表面氧化;③烘干溫度過高(>90℃),銅層出現氧化;
? 解決方案:①減少光亮劑用量至 0.01-0.02g/L,確保銅層晶粒尺寸在 5-10μm(通過金相顯微鏡觀察);②電鍍后立即進行鈍化處理,鈍化時間控制在 6 分鐘,鈍化后用去離子水漂洗干凈;③烘干溫度降至 60-70℃,烘干后立即真空包裝,避免銅層與空氣接觸。
六、陶瓷板電鍍填銅工藝的質量控制體系
為確保工藝穩定性與產品一致性,需建立全流程質量控制體系,涵蓋 “過程監控 - 檢測標準 - 人員培訓” 三大維度:
(一)過程監控:關鍵參數實時追蹤
? 前處理階段:記錄脫脂清洗溫度、時間,粗化后表面粗糙度(每批次抽樣檢測 3-5 片),活化液鈀濃度(每日檢測 2 次);
? 電鍍填銅階段:通過 PLC 系統實時監控鍍液溫度、電流密度、pH 值,數據每 10 分鐘記錄一次,超出設定范圍(如溫度>25℃)立即報警;
? 后處理階段:記錄烘干溫度、時間,鈍化液濃度(每日檢測 1 次),確保每一步驟參數可追溯。
(二)檢測標準:明確合格閾值
? 外觀標準:銅層均勻光亮,無針孔、裂紋、脫落,表面缺陷面積≤0.1%;
? 結合力標準:劃格法測試無銅層脫落,拉力測試結合力≥5MPa;
? 填銅質量標準:孔內填銅飽滿度≥98%,無空隙、縮孔;
? 導電性標準:銅層電阻率≤1.7×10??Ω?m,導電性測試每批次抽樣 5 片,合格率需達到 100%。
作為連接陶瓷與金屬的關鍵技術,陶瓷板電鍍填銅工藝不僅是高端陶瓷部件產業化的 “橋梁”,更是推動多個戰略新興行業升級的重要支撐。