
一、PCB 拼板設計的核心價值:為何規范設計至關重要?
在電子硬件生產流程中,PCB(印制電路板)是承載電子元件、實現電路連接的核心載體,而 PCB 拼板設計則是將多塊相同或不同的單板通過特定方式組合成一塊大尺寸基板的設計環節。看似簡單的 “拼接” 操作,實則直接影響后續 SMT(表面貼裝技術)生產效率、產品良率、制造成本及最終可靠性 —— 這也是 “PCB 拼板設計規范” 成為電子工程師必備技能的核心原因。
從生產端來看,規范的 PCB 拼板設計能大幅提升設備利用率:SMT 貼片機、回流焊爐等設備均有固定的加工尺寸范圍,若單板尺寸過小,直接生產會導致設備頻繁調整參數、空跑行程,不僅浪費時間,還會增加貼裝偏差風險;通過拼板將多塊單板整合為符合設備加工范圍的尺寸,可使單次生產數量提升 3-5 倍,顯著降低單位產品的生產時間成本。
從成本端分析,規范拼板能減少板材浪費:PCB 板材通常按標準尺寸(如 1220mm×1020mm、610mm×510mm)采購,若拼板尺寸與板材尺寸不匹配,會產生大量邊角料。以某消費電子單板(50mm×30mm)為例,不規范拼板時每塊標準板材僅能產出 80 塊單板,而遵循 “板材利用率最大化” 的拼板規范后,單板產出量可提升至 105 塊,材料浪費率降低 31%。
從可靠性角度而言,不規范的拼板設計(如連接方式不合理、應力集中、基準點缺失)會導致后續生產環節出現一系列問題:SMT 貼裝時因定位不準導致元件偏移、焊接時因散熱不均出現虛焊、單板分離時因應力過大導致 PCB 開裂…… 這些問題最終會轉化為產品售后故障,增加企業的維修成本與品牌風險。因此,掌握并執行 PCB 拼板設計規范,是電子硬件設計從 “能用” 到 “好用” 的關鍵一步。
二、PCB 拼板設計的基礎規范:原則與核心參數
PCB 拼板設計并非 “簡單拼接”,而是需要結合 PCB 材質、生產工藝、設備參數等多維度因素,遵循 “實用性、可制造性、可靠性” 三大原則。以下從拼板尺寸、連接方式、基準點設計三個核心維度,詳解拼板設計的基礎規范。
2.1 拼板尺寸規范:匹配設備,兼顧效率與成本
拼板尺寸的確定需優先滿足生產設備的加工范圍,同時兼顧板材利用率,核心規范要點如下:
? 設備適配要求:不同生產環節的設備對 PCB 尺寸有明確限制,需提前確認關鍵設備參數:
? SMT 貼片機:主流貼片機的最大加工尺寸通常為 500mm×400mm(部分高精度設備可達 600mm×500mm),最小加工尺寸一般不小于 50mm×50mm(過小易導致吸嘴定位不穩定);
? 回流焊爐:網帶寬度決定了 PCB 的最大寬度,常見網帶寬度為 300mm、400mm,拼板寬度需小于網帶寬度 10-20mm(避免 PCB 邊緣與爐壁摩擦);
? 檢測設備:ICT(在線測試)設備的夾具尺寸通常限制拼板長度不超過 600mm,寬度不超過 400mm。
? 板材利用率原則:拼板尺寸需與采購的 PCB 板材標準尺寸匹配,計算公式為 “板材利用率 =(單拼板面積 × 拼板數量)/ 標準板材面積 ×100%”,規范要求利用率不低于 75%。例如,采用 610mm×510mm 的標準板材時,若單板尺寸為 100mm×80mm,可設計為 5×6 的拼板(500mm×480mm),利用率可達(500×480)/(610×510)×100%≈78.5%,符合規范要求。
? 特殊限制條款:若 PCB 含較重元件(如變壓器、連接器),拼板尺寸需適當縮小,避免因重力導致拼板彎曲;若采用柔性 PCB(FPC),拼板需搭配剛性邊框,邊框尺寸需預留 10-15mm 的夾持空間,防止 FPC 在生產中變形。
2.2 拼板連接方式規范:三種主流方式的選型與參數
拼板與單板的連接方式直接影響單板分離后的完整性與生產效率,目前主流的連接方式有 V-Cut(V 型槽)、郵票孔(Breakaway)、橋連(Bridge)三種,其規范要求差異如下:
第一種連接方式是 V-Cut,其適用場景為單板邊緣呈直線、且無密集元件的情況,像手機主板、電源板等常采用這種方式。在核心設計參數方面,一是槽深,需控制在 PCB 總厚度的 1/3-1/2,例如 1.6mm 厚的 PCB,槽深應在 0.5-0.8mm 之間;二是槽寬,通常設定為 0.2-0.3mm;三是間距,相鄰單板的 V-Cut 間距不能小于 0.5mm,以此避免切割時相互產生影響。在注意事項上,首先禁止在 V-Cut 處布置元件,元件距離 V-Cut 邊緣需達到 1mm 及以上;其次拼板邊緣需保留 5-10mm 的 “無 V-Cut 區”,方便后續生產設備夾持。
第二種連接方式是郵票孔(Breakaway),適用于單板邊緣為異形、存在密集元件,或者需要手動分離的場景,例如模塊板、小尺寸傳感器板等。其核心設計參數具體如下:一是孔徑,常用尺寸為 0.8-1.2mm,需與實際使用的鉆頭尺寸相匹配;二是孔間距,相鄰孔的中心距設定為 2-3mm;三是連接筋寬度,控制在 0.5-0.8mm 范圍內,寬度過窄容易斷裂,過寬則難以分離。注意事項方面,郵票孔需遠離元件焊盤,兩者距離需≥1.5mm,防止分離過程中損傷焊盤;同時拼板邊緣需預留 2-3mm 的 “分離余量”,避免分離后單板尺寸出現偏差。
第三種連接方式是橋連(Bridge),主要適用于小尺寸單板,比如帶有 0402 元件的微型板,以及需要自動化分離的場景。核心設計參數包括:一是橋連寬度,設定為 0.3-0.5mm;二是橋連數量,每邊至少設置 2 個,以確保足夠的連接強度;三是分離槽深度,需達到 PCB 厚度的 2/3,便于后續刀具切割。在注意事項上,橋連處需避免布置銅皮,防止切割時產生銅屑影響產品質量;另外,需在拼板上明確標注分離方向,避免后續操作出現誤操作。
2.3 基準點設計規范:確保 SMT 定位精準
SMT 貼片機依賴基準點(Fiducial Mark)實現拼板的精準定位,基準點設計不符合規范會直接導致元件貼裝偏移,其核心規范如下:
? 基準點類型與數量:拼板需設置 “全局基準點” 與 “局部基準點”:
? 全局基準點:用于拼板整體定位,需在拼板的對角位置各設置 1 個(共 2 個),若拼板尺寸超過 300mm,需在四邊各增設 1 個;
? 局部基準點:用于單板上高精度元件(如 BGA、QFP)的定位,需在元件周圍 3mm 范圍內設置 2 個對角基準點。
? 基準點尺寸與材質:
? 形狀:優先采用圓形(直徑 1.0-1.5mm),其次為正方形(邊長 1.0-1.5mm);
? 材質:基準點表面需為裸露的銅皮(厚度≥35μm),銅皮外需設置 “無阻焊區”,無阻焊區尺寸為基準點尺寸的 2 倍(如 1.0mm 直徑的基準點,無阻焊區直徑需≥2.0mm);
? 位置:基準點需距離拼板邊緣≥5mm,距離元件焊盤≥3mm,避免被元件或絲印遮擋。
? 基準點精度要求:基準點的位置偏差需控制在 ±0.05mm 以內,銅皮表面平整度偏差需≤0.02mm,防止貼片機識別誤差。
三、PCB 拼板設計的工藝適配規范:銜接生產全流程
PCB 拼板設計并非孤立環節,需與 SMT 焊接、測試、組裝等后續工藝深度適配,若忽視工藝需求,即使基礎規范達標,仍會導致生產故障。以下從焊接、測試、組裝三個維度,詳解工藝適配的核心規范。
3.1 焊接工藝適配規范:避免虛焊、連焊問題
焊接工藝(回流焊、波峰焊)對拼板的散熱均勻性、元件布局有明確要求,規范要點如下:
? 回流焊適配要求:
? 散熱均勻性:拼板內單板的布局需對稱,避免局部元件過于密集(如將多個 BGA 元件分散布置在拼板不同區域);若單板含大功率元件(如 LED、MOS 管),需在拼板上預留散熱銅皮,銅皮面積不小于元件散熱 pad 面積的 2 倍,防止焊接時局部溫度過高導致焊錫融化不均;
? 元件方向:貼片元件(如電阻、電容)的焊接方向需一致,避免因吸熱差異導致元件偏移;QFP、SOP 等元件的長邊需與拼板的進爐方向平行,減少焊接時的陰影效應。
? 波峰焊適配要求:
? 插件元件布局:插件元件(如電解電容、連接器)需集中布置在拼板的同一側,且引腳方向需垂直于波峰焊的傳送帶方向,避免引腳之間連焊;
? 避讓區設計:拼板底部需預留 “波峰避讓區”(距離拼板邊緣 10-15mm),避免傳送帶與元件碰撞;若拼板含貼片元件,貼片元件需布置在拼板頂部,底部禁止布置貼片元件(防止波峰焊時元件脫落)。
3.2 測試工藝適配規范:預留測試空間,確保檢測效率
PCB 生產后需通過 ICT、FCT(功能測試)等環節檢測電路導通性與功能,拼板設計需為測試預留空間,規范如下:
? ICT 測試點預留:
? 數量:每塊單板需預留至少 2 個定位測試點(與 ICT 夾具匹配),以及覆蓋所有關鍵網絡的測試點(如電源、接地、信號鏈路);
? 尺寸:測試點直徑為 0.8-1.2mm,間距不小于 2.5mm,避免測試探針相互干擾;
? 位置:測試點需集中布置在單板邊緣(距離邊緣≥1mm),且遠離元件(距離≥1.5mm),防止探針損傷元件。
? FCT 測試接口預留:
? 若單板需通過連接器與 FCT 測試治具連接,拼板設計時需確保連接器位置統一(如所有單板的連接器均朝向拼板同一側),且預留足夠的插拔空間(連接器周圍≥5mm 無遮擋);
? 若采用針床測試,需在拼板上標注測試點坐標,方便治具制作。
3.3 組裝工藝適配規范:滿足后續裝配需求
拼板分離后的單板需與外殼、其他部件組裝,拼板設計需提前考慮組裝尺寸要求,規范如下:
? 尺寸余量預留:單板的實際尺寸需比設計尺寸小 0.1-0.2mm(即 “負余量”),避免因分離偏差導致單板尺寸過大,無法裝入外殼;
? 組裝孔位置精度:若單板需通過螺絲固定在外殼上,拼板設計時需確保組裝孔的位置偏差≤±0.05mm,孔徑比螺絲直徑大 0.1-0.2mm(如 M2 螺絲,組裝孔直徑需為 2.1-2.2mm);
? 避讓區設計:單板上的元件(如連接器、散熱片)需與外殼的凸起部分、其他單板的元件預留 “組裝避讓區”,避讓區尺寸≥1mm,防止組裝時元件相互擠壓損壞。
四、PCB 拼板設計的常見問題與規避策略
即使掌握基礎規范與工藝適配要求,實際設計中仍易因細節疏忽導致問題。以下梳理五大常見問題,分析原因并提供規避策略,幫助工程師快速排查隱患。
4.1 問題一:V-Cut 過深導致拼板斷裂
? 現象:拼板在運輸或 SMT 上料過程中,V-Cut 處出現裂紋,甚至單板提前分離;
? 原因:V-Cut 槽深超過 PCB 厚度的 1/2,導致連接強度不足;或 V-Cut 處存在銅皮,銅皮的脆性加劇裂紋擴展;
? 規避策略:嚴格控制 V-Cut 槽深為 PCB 厚度的 1/3-1/2,通過設計文件標注槽深參數;V-Cut 路徑上禁止布置銅皮,若必須布置,需在 V-Cut 兩側各預留 0.5mm 的無銅區。
4.2 問題二:郵票孔殘留導致單板不良
? 現象:單板分離后,郵票孔處殘留部分連接筋,導致單板尺寸超差,或殘留的銅屑短路電路;
? 原因:郵票孔的連接筋寬度過大(超過 0.8mm),分離時無法完全斷裂;或分離工具(如剪鉗)精度不足,導致殘留;
? 規避策略:將連接筋寬度控制在 0.5-0.8mm,同時在郵票孔之間設計 “斷裂引導槽”(深度 0.2mm);采用專用分離治具(如氣動剪刀)替代手動操作,確保分離精度。
4.3 問題三:基準點識別失敗
? 現象:SMT 貼片機報警 “基準點未找到”,或貼裝后元件偏移量超過 0.1mm;
? 原因:基準點被絲印、阻焊劑遮擋;或基準點銅皮氧化、表面有污漬;或基準點位置偏差過大;
? 規避策略:設計時確保基準點無阻焊、無絲印遮擋,在設計文件中用紅色標注基準點區域;要求 PCB 廠商對基準點進行鍍金處理(增強抗氧化性);基準點的位置偏差需通過 CAD 軟件嚴格校驗,控制在 ±0.05mm 以內。
4.4 問題四:焊接后元件虛焊
? 現象:ICT 測試時顯示元件開路,或產品使用中出現間歇性故障;
? 原因:拼板局部散熱過快(如靠近拼板邊緣的單板),導致焊接溫度不足;或元件布局過于密集,熱量無法均勻傳遞;
? 規避策略:在拼板邊緣的單板上增加 “散熱補償銅皮”(面積≥50mm2),減緩熱量流失;將密集元件分散布置,相鄰元件間距不小于 0.5mm(對于 0402 及以下尺寸元件,間距不小于 0.3mm);調整回流焊爐的溫度曲線,對拼板邊緣區域適當提高溫度(+5-10℃)。
4.5 問題五:拼板利用率過低
? 現象:標準板材裁剪后產生大量邊角料,單板生產成本過高;
? 原因:拼板尺寸未與標準板材尺寸匹配,或單板排列方式不合理;
? 規避策略:設計前先確認采購的 PCB 板材標準尺寸(如 610mm×510mm、1220mm×1020mm),使用 “拼板利用率計算工具”(如 Altium Designer 的 Panelize 功能)模擬排列;對于異形單板,采用 “旋轉排列”(如將單板旋轉 90°)減少間隙,提升利用率。
五、PCB 拼板設計的優化案例:從問題到解決方案
為更直觀地展示規范設計的實際效果,以下以某智能家居產品的 PCB 拼板設計為例,解析優化過程與成果。
5.1 原始設計問題
該產品的單板尺寸為 80mm×60mm,原始拼板設計采用 “3×4” 排列(240mm×240mm),連接方式為 V-Cut,存在三大問題:
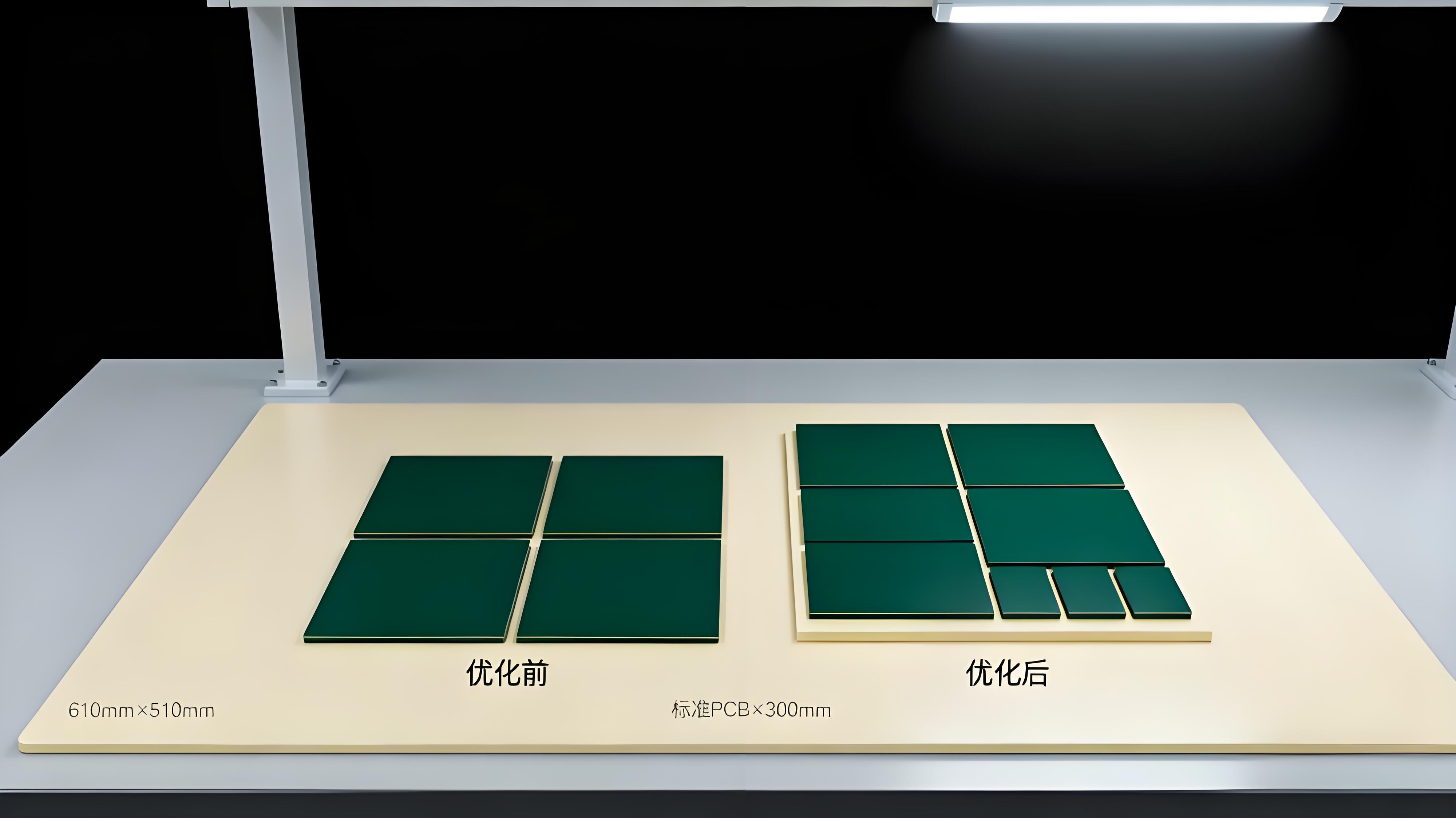
1. 板材利用率低:采用 610mm×510mm 的標準板材,僅能切割 2×2=4 塊拼板(共 4×12=48 塊單板),利用率為(240×240×4)/(610×510)×100%≈73%,低于規范要求的 75%;
2. SMT 貼裝偏移:僅設置 2 個全局基準點,未設置局部基準點,BGA 元件(引腳間距 0.5mm)的貼裝偏移量達 0.12mm,超過允許偏差(0.1mm);
3. 單板分離后開裂:V-Cut 槽深為 0.9mm(PCB 厚度 1.6mm,槽深占比 56%),超過規范的 50% 上限,運輸過程中 10% 的拼板出現 V-Cut 處裂紋。
5.2 規范優化方案
根據 PCB 拼板設計規范,針對性提出以下優化措施:
1. 優化拼板尺寸與排列:將拼板尺寸調整為 “4×5” 排列(320mm×300mm),適配 610mm×510mm 板材,可切割 1×1=1 塊拼板(共 20 塊單板),同時剩余板材可切割 1 塊 “2×3” 拼板(160mm×180mm,共 6 塊單板),總利用率提升至(320×300 + 160×180)/(610×510)×100%≈81%,符合規范要求;
2. 補充基準點設計:在拼板對角增設 2 個全局基準點(共 4 個),在 BGA 元件周圍 3mm 范圍內設置 2 個局部基準點,基準點直徑 1.2mm,無阻焊區直徑 2.4mm;
3. 調整 V-Cut 參數:將 V-Cut 槽深降至 0.7mm(占比 44%),在 V-Cut 兩側各預留 0.5mm 無銅區,增強連接強度。
5.3 優化成果
優化后的拼板設計經過 3 批次(每批次 1000 塊單板)生產驗證,成果顯著:
? 生產效率:SMT 貼裝速度提升 20%(單次生產單板數量從 12 塊增至 20 塊);
? 產品良率:BGA 元件貼裝不良率從 5% 降至 0.8%,單板開裂率從 10% 降至 0.5%;
? 成本降低:板材利用率提升 8%,單位單板的材料成本降低 7.2%。
規范 PCB 拼板設計,賦能電子制造全流程
PCB 拼板設計規范并非 “教條式的規則”,而是基于生產實踐總結的 “效率與可靠性平衡方案”。從基礎的尺寸與連接方式設計,到工藝適配的焊接、測試需求,再到常見問題的規避,每一個規范要點都直接影響電子產品的生產效率、制造成本與最終質量。
對于電子工程師而言,掌握 PCB 拼板設計規范需做到 “三個結合”:結合生產設備參數(確保拼板可加工)、結合工藝流程需求(確保拼板易生產)、結合產品可靠性要求(確保拼板質量優)。只有將規范融入設計全流程,才能從源頭減少生產故障,降低成本,提升產品競爭力。
未來,隨著 SMT 自動化水平的提升(如 AI 視覺定位、柔性制造),PCB 拼板設計規范將進一步向 “智能化、定制化” 方向發展,但 “實用性、可制造性、可靠性” 的核心原則始終不變 —— 這也是規范的真正價值所在。